- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Оброблення основи та інших базових поверхонь.
Тонке стругання і фрезерування забезпечує параметр шорсткості до 1,25 мкм, відхилення від площинності – не більше за 0,02 мм на 1000 мм довжини. Допускається лише увігнутість обробленої поверхні. Використовується також фрезерування ельборовими фрезами, шліфування (аналогічно обробленню напрямних та баз станини).
Фрезерування здійснюють торцевими фрезами, оснащеними пластинами з твердого сплаву чи надтвердого матеріалу за один робочий хід. Діаметр фрези – не менше 1,25 ширини фрезерування. При торцевому фрезеруванні оброблена поверхня має риски, які перетинаються – сліди зубців фрези (рис. 14). Внаслідок цього погіршується точність форми і шорсткість обробленої поверхні, зменшується стійкість фрези. Для усунення цього недоліку застосовують такі способи:
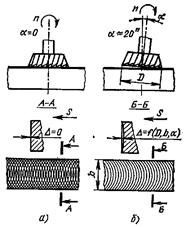 Рис. 14. Торцеве фрезерування: а) – звичайне;
б) – з нахилом шпинделя. Рис. 14. Торцеве фрезерування: а) – звичайне;
б) – з нахилом шпинделя.
| 1. Зубці фрези встановлюють ступінчасто, щоб тільки один зачисний зубець контактував з обробленою поверхнею. Ширина леза виступаючого зубця – не менша за подвоєну подачу на оберт фрези. Цей спосіб не дає збільшення не площинності – годиться для оброблення основи і напрямних. 2. Застосовують однозубцеву фрезу з різальною пластиною з надтвердого матеріалу. Використовується для чистового оброблення загартованих напрямних замість шліфування. 3. Нахиляють шпиндель на кут близько 20”, що відповідає відхиленню 0,1/1000 мм по нормалі до оброблюваної поверхні в напрямі поздовжньої подачі; при цьому утворюється увігнутість поверхні. |
Кінцеве стругання здійснюється з поздовжньою подачею не менше, ніж за два робочі ходи широкими різцями, оснащеними твердосплавними пластинами. Останній робочий хід: глибина різання – до 0,05 мм; швидкість – до 15 м/хв.; поздовжня подача – до 0,6 ширини різання. МОР – емульсія.
Чистове оброблення напрямних та інших високоточних поверхонь станини здійснюється фрезеруванням, струганням, шліфуванням. Для компенсації похибок, викликаних термічним обробленням у ряді випадків необхідно забезпечити випуклість напрямних після фрезерування. Задану випуклість забезпечують на верстатах, оснащених копірами чи системами ЧПК. Також використовується метод штучних похибок – попередня пружна деформація заготовки станини (рис. 2.15).

| 
| 
| 
|
Рис. 15. Схема забезпечення необхідної випуклості шляхом пружної деформації заготовки.
На цьому ж етапі проводиться оброблення різного роду канавок, уступів, фасок, пазів. Залежно від вимог точності – оброблення може проводитися на поздовжньо-фрезерних чи поздовжньо-стругальних верстатах підвищеної точності, залишаючи припуск 0,1 ... 0,2 мм на сторону під шабрування чи шліфування. Положення заготовки вивіряють у поздовжньому напрямі з похибкою , яка не перевищує 0,2 припуску на оброблення.
Читайте також:
- I. Фізичні основи механіки
- IV. Відмінність злочинів від інших правопорушень
- IV. НС у природному середовищі та інших сферах життєдіяльності людини
- R – розрахунковий опір грунту основи, це такий тиск, при якому глибина зон пластичних деформацій (t) рівна 1/4b.
- VІII. Основи молекулярної фізики і термодинаміки
- Аверсивную терапію використовують, як правило, при лікуванні алкоголізму, нікотиновій залежності і деяких інших захворювань.
- Активне управління інвестиційним портфелем - теоретичні основи.
- АКУСТИКА. ЕЛЕМЕНТИ ФІЗИКИ СЛУХУ. ОСНОВИ АУДІОМЕТРІЇ
- Амортизація інших необоротних матеріальних активів
- Аналіз фінансових результатів від інших видів діяльності
- Анатомо-фізіологічні основи статевого розвитку.
- Аудит основних та інших необоротних активів
| <== попередня сторінка | | | наступна сторінка ==> |
| Чистове оброблення заготовок станин. | | | Викінчувальне оброблення напрямних. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |