- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Лекції 7, 8. Cпрацювання деталей машин
План
- Динаміка процесу спрацювання.
- Класифікація видів спрацювань.
- Механічне спрацювання.
- Корозійно-механічне спрацювання.
- Молекулярно-механічне спрацювання.
Література [2, 4, 6, 7]
- Динаміка процесу спрацювання
У загальному випадку процес спрацювання можна представити кривою з трьома ділянками (рис. 8): 1 - період припрацювання tпр. , тут можуть виявитись приховані чи явні дефекти; 2 - період нормального спрацювання tнс , цей період складає найбільшу частину часу роботи деталі, а його закінчення визначає початок ремонтних робіт; 3 - період аварійного спрацювання tас , тут інтенсивно зростає спрацювання і різко збільшується кількість відмов.
Рис. 8. Графік процесу спрацювання
У період припрацювання тертя взаємодіючих поверхонь відбувається за умов недостатнього змащення і супроводжується пластичною деформацією та виділенням великої кількості теплоти. Саме в цей період виникає мікрорізання, адгезія та когезійний відрив, а внаслідок наявності високих температур - структурні зміни поверхонь тертя.
Отже, в період припрацювання відбувається не лише кількісна, а й якісна зміна поверхонь тертя. Наприклад, у процесі припрацювання пари тертя вал- підшипник ковзання відбувається зміна не тільки шорсткості поверхні, а й структури поверхневих шарів і, як наслідок, їхніх механічних властивостей. Швидкість зміни мікронерівностей поверхонь тертя, а разом з нею і швидкість спрацювання поступово зменшуються і настає другий, триваліший період - період нормального спрацювання.
Період нормального спрацювання характеризується незмінністю рельєфу нерівностей та збільшенням проміжку без істотних якісних змін структури поверхневих шарів і характеру роботи пари, зокрема для пари тертя вал - підшипник ковзання зона нормального спрацювання характеризується незмінністю рельєфу нерівностей та поступовим зростанням зерна без зміни взаємодії вала з підшипником ковзання. У цей період швидкість спрацювання близька до постійної.
У період аварійного спрацювання виникає якісний стрибок у взаємодії між поверхнями тертя. На швидкість спрацювання починають впливати нові фактори: вібрація (внаслідок збільшення проміжку окремих зчленувань або спрацювання та послаблення кріпильних деталей), інтенсивне спрацювання окремих деталей та зчленувань (внаслідок спрацювання поверхневого шару), які раніше не відбувались. Усе це призводить до погіршення стану окремих деталей і, нарешті, до їх руйнування. Для деталей машин період аварійного спрацювання неприпустимий.
- Класифікація видів спрацювань
Рис.9. Види спрацювань
Наведена класифікація дає змогу зрозуміти та проаналізувати явища, що відбуваються при терті того чи іншого спряження. Насправді, враховуючи різноманіття факторів, якими зумовлюється та супроводжується процес тертя, слід розглядати суперпозицію цих явищ, причому не механічно поєднуючи розглянуті явища у тому чи іншому співвідношенні, а з врахуванням їх взаємодії між собою та з навколишнім середовищем. Залежно від цих поєднань та впливу середовища процес тертя та спрацювання відбувається кожного разу по-різному.
- Механічне спрацювання
Механічне спрацювання — це спрацювання внаслідок механічної дії.
Механічне спрацювання, в свою чергу, можна поділити на: абразивне, гідроабразивне (газоабразивне), гідроерозійне (газоерозійне), внаслідок втомленості та фретингу.
Абразивне спрацювання — це механічне спрацювання матеріалу внаслідок різальної або дряпаючої дії твердих тіл чи частинок.
Деталі лісогосподарських та лісозаготівельних машин найбільше знаходяться під дією абразивного спрацювання. Абразивні частинки можуть бути мінерального походження, металевими, продуктами окислення, а також твердими структурними складовими одного зі спряжених металів.
Основне джерело потрапляння абразивних частинок у спряження машин — навколишнє середовище. В 1 м3 повітря міститься 0,04...5,0 г пилу, що на 60...80 % складається з частинок мінералів. Більшість частинок мають розміри 5...120мкм, тобто співмірні із проміжками в спряженнях машин. Основні складові пилу такі: діоксид силіцію SiO2, оксид заліза Fe2O3, сполуки Аl, Са, Mg, Na та інших елементів. Усі ці елементи, як правило, мають високу твердість. Так, твердість SiO2 досягає 1078...1170НRA, а оксиду алюмінію — 1800...2290НRA, що перевищує твердість робочих поверхонь більшості деталей машин.
Якщо твердість абразивних частинок співмірна з твердістю основного металу робочої поверхні деталі, то вони сприяють руйнуванню оксидної плівки та активізації корозійних та адгезійних процесів під дією вологи та кисню повітря.
Якщо твердість абразивної частинки перевищує в 1,5... 2 рази твердість основного металу деталі, то спостерігається пластичне відтиснення, а якщо частинка проникає в поверхню деталі гострою гранню, то пластичне відтиснення переходить у мікрорізання.
Швидкість абразивного спрацювання від 0,5...50 мкм/год (у разі функціонування деталей зі змащувальним матеріалом) та від 0,13...1,27 мм/год (у разі функціонування деталей без змащувального матеріала).
Різновидом абразивного є гідроабразивне (газоабразивне) спрацювання — абразивне спрацювання внаслідок дії твердих тіл або твердих частинок, що заносяться потоком рідини (газу) до поверхонь тертя.
Ерозійне спрацювання, що виникає внаслідок дії потоку рідини (газу) на поверхні деталей, називається гідроерозійним (газоерозійним) спрацюванням.
Ерозія металів — комплексний фізичний та фізико-хімічний процес, що відбувається внаслідок впливу навколишнього середовища, окислення, наклепу, температурних і залишкових напружень, крихкого руйнування та втомленості. Пошкодження від ерозії в перший період розвиваються, як правило, з малою інтенсивністю, а потім, з підвищенням крихкості поверхневого шару, утворюються мікротріщини і процес руйнування прискорюється. На поверхні виникають локальні плями, вибоїни, кратери тощо. Прикладом ерозійного спрацювання є спрацювання розподільників паливної та гідравлічної апаратури.
Різновидом гідроерозійного спрацювання є кавітаційне.
Кавітаційне спрацювання — це механічне спрацювання, що виникає на поверхні твердого тіла внаслідок дії на нього кумулятивних струмин рідини, які заносять на поверхню бульбашки газу, створюючи місцевий високий тиск та високу температуру. Кавітація (від лат. cavitas — порожнина — це порушення суцільності рідини, тобто утворення в рідині порожнин, заповнених газом, парою — так званих кавітаційних бульбашок. Кавітація виникає через місцеве зменшення тиску нижче критичного значення (для реальної рідини воно приблизно дорівнює тиску насиченої пари цієї рідини за даної температури) і створює умови для місцевого гідравлічного удару. При цьому дія на поверхню буває настільки значною, що виникають глибокі кратери або навіть наскрізний отвір.
Спрацювання від втомленості — це механічне спрацювання внаслідок руйнування при повторному деформуванні мікрооб'ємів матеріалу поверхневого шару. Явище спрацювання від втомленості відбувається при терті кочення і терті ковзання. У цьому разі повторні деформації мікрооб'ємів відбуваються як за рахунок механічних, так і молекулярних (адгезійних) дій.
Втомлювальні злами мають ряд характерних ознак, що дозволяє відрізнити їх від інших видів зламів. На поверхні зламу можна виділити п’ять характерних зон. Фокус зламу – мала локальна зона, що розташована близько до точки виникнення початкової макроскопічної тріщини втомлюваності. Фокус зламу розташовується, як правило, на поверхні деталі у місцях концентрації напружень чи поверхневих дефектів. Якщо у матеріалі деталей були внутрішні дефекти чи поверхні деталей зміцнювались, то фокус зламу може розташовуватись в середині деталі.
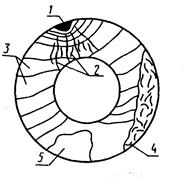
Рис.10. Схема втомлювального зламу деталей:
1 – фокус зламу і джерело руйнування; 2 – вторинні східці і рубці; 3 – лінії втомлюваності; 4 – зона прискореного розвитку тріщини; 5 – зона доламування
Джерело руйнування – невелика зона, що прилягає до фокусу зламу. При великих напруженнях може бути декілька джерел руйнувань. На поверхні зламу ця зона має найбільший блиск і гладкість. Лінії втоми на джерелі руйнування, як правило, відсутні.
Ділянка вибіркового розвитку відповідає зоні розвинутої тріщини втомлюваності. В цій зоні видно характерні лінії втомлюваності, що хвилеподібно розходяться від джерела руйнування. Форма ліній втомлюваності залежить від форми деталі і характеру навантажень. Напрямки розвитку тріщини можуть відхилятися від початкового, при цьому утворюються зародки тріщин, що розвиваються в іншому напрямку, утворюючи вторинні східці і рубці.
Ділянка прискореного розвитку тріщини являється перехідною зоною між ділянками розвитку тріщин втомлюваності і зоною доламування. Ця зона утворюється протягом декількох циклів, що передують повному зламу.
Зона доламування характеризується ознаками макрокрихкого руйнування.
Найбільший вплив на розвиток спрацювання від втомленості мають умови тертя (навантаження й температура), властивості матеріалу та застосовувані мастильні матеріали.
Механічне спрацювання дотичних тіл при малих відносних переміщеннях називається спрацюванням при фретингу. Цей вид спрацювання спостерігається при терті ковзання з дуже малими зворотно-поступальними переміщеннями та динамічному (вібраційному) прикладанні навантаження. У разі фретингу спрацьовуються різні матеріали деталей у різних вузлах і спряженнях машин.
Спрацювання за умов фретингу характеризується пластичною деформацією мікровиступів, схоплюванням між поверхнями тертя, а також виникненням і руйнуванням оксидних плівок.
- Корозійно-механічне спрацювання
Спрацювання внаслідок механічної дії у поєднанні з хімічною (або електричною) взаємодією матеріалу з середовищем називається корозійно-механічним спрацюванням.Різновидами цього виду спрацювання є окислювальне та внаслідок фретинг-корозії.
Окислювальне спрацювання- це корозійно-механічне спрацювання, при якому переважає хімічна реакція матеріалу з киснем або окислювальним навколишнім середовищем.
Окислювальне спрацювання поділяється на три види: видалення з поверхні тертя мікроплівок твердих хімічних сполук металу з киснем; видалення з поверхні тертя ультрамікроскопічних хімічних адсорбованих плівок; викришування суцільних твердих і крихких шарів хімічних сполук кисню й металу.
Особливість окислювального спрацювання поверхневого шару при терті кочення полягає у великих поверхневих деформаціях, що супроводжуються дифузією кисню та його взаємодією з металом. Пластично деформований і насичений киснем шар під дією циклічних навантажень крихко руйнується, а потім цей процес охоплює наступні шари металу. Інтенсивність окислювального спрацювання зростає при відсутності змащувального матеріалу та при значних виділеннях теплоти, що призводить до виникнення схоплювання між поверхнями деталей.
Швидкість окислювального спрацюванняневелика і становить 0,05...0,1 мкм/год.
Спрацювання внаслідок фретинг-корозії- це корозійно-механічне спрацювання дотичних тіл при малих коливальних відносних переміщеннях.
Необхідна умова виникнення фретинг-корозії - відносне проковзування спряжених поверхонь, яке може бути спричинене вібрацією від зворотно-поступальних переміщень, періодичного вигинання або скручування спряжених деталей.
Спрацювання при фретингу (на відміну від спрацювання при фретинг-корозії) відбувається тоді, коли немає окислювального навколишнього середовища.
Інтенсивність руйнування поверхонь при фретинг-корозії залежить від амплітуди і частоти коливань, навантаження, властивостей матеріалів деталей та навколишнього середовища. Для виникнення фретинг-корозії досить коливальних переміщень поверхонь з амплітудою ковзання 8 ∙ 10-7 мм.
Із збільшенням амплітуди ковзання спрацювання поверхонь зростає прямопропорційно, а при великих амплітудах (різних для різних матеріалів) руйнування набуває характеру звичайного окислювального спрацювання або спрацювання від втомленості.
- Молекулярно-механічне спрацювання
При високих температурах і відсутності змащувального матеріалу може відбутися майже миттєве руйнування поверхонь через перенесення матеріалу з поверхні менш міцної деталі на поверхню твердішої деталі (наприклад, з поверхні вкладишів на шийки колінчастого вала або з поверхні поршня на циліндр). Таке спрацювання називається спрацюванням при заїданні (когезія), що є різновидом молекулярно-механічного спрацювання.
Спрацювання при заїданні виникає внаслідок схоплювання, глибинного виривання матеріалу, перенесення його з однієї поверхні тертя на іншу. Спрацювання цього виду - одне з найнебезпечніших і руйнівних. Відбувається воно в умовах тертя без змащувального матеріалу або за недостатньої його кількості і при великих навантаженнях.
Розрізняють заїдання внаслідок схоплювання І і II роду.
Процес схоплювання І роду виникає при малих швидкостях ковзання поверхонь тертя (0,005...0,2 м/с) і тисках (5...100) ∙ 105 Па, що перевищують межу текучості металу на ділянках фактичного контакту. Цей процес супроводжується незначним підвищенням температури і призводить до інтенсивного пластичного деформування та руйнування поверхонь деталей.
Процес схоплювання II роду розвивається при великих швидкостях ковзання поверхонь тертя і підвищених тисках. У цьому разі основним фактором є досить великий тиск. При цьому спостерігається значне збільшення температури в поверхневих шарах металів, що зумовлює послаблення їх міцності та призводить до руйнування.
Частинки металу, що відірвалися від поверхонь тертя в першому та у другому випадках частково налипають на протилежну поверхню, а частково утворюють продукти спрацювання. В цьому разі велике значення мають правильний вибір в’язкості змащувального матеріалу та спеціальних добавок, оскільки наявність у мастилі води та повітря призводить до його спінювання, що сприяє спрацюванню при заїданні.
Спрацювання при заїданні найчастіше трапляється в полюсі зубчастих зачеплень, у кулькових та роликових підшипниках, а також в опорах кочення, що функціонують при великих тисках та відсутності змащувального матеріалу.
Електроерозійне спрацювання - це спрацювання поверхні внаслідок дії розрядів, що виникають при проходженні електричного струму. Цей вид спрацювання спостерігається на колекторах та щітках генераторів, деталях переривника, послаблених клемах акумуляторних батарей.
Читайте також:
- VII. МАШИНОБУДІВНЕ КРЕСЛЕННЯ
- VІІІ. Проблеми та перспективи розвитку машинобудування.
- Автоматизації холодильних машин торгового холодильного устаткування
- Аеродинамічні властивості колісної машини
- Аналіз службового призначення деталей та конструктивних елементів обладнання харчових виробництві, визначення технічних вимог і норм точності при їх виготовленні
- Аналогові обчислювальні електронні машини.
- Анатерм-114 є клеєм -герметиком прискореного затвердіння, що дозволяє використовувати його у конвеєрних виробництвах при складанні різних вузлів і деталей.
- БАГАТОКОВШОВІ ЕКСКАВАТОРИ. ВИЙМАЛЬНО-ТРАНСПОРТУЮЧІ МАШИНИ. КОМПЛЕКСИ МАШИН БЕЗПЕРЕРВНОЇ ДІЇ
- Балансування деталей
- Безпека праці під час експлуатації електронно-обчислювальних машин
- Більш детально про інвестиційну взаємодію в наступному Додатку до цієї Лекції.
- Боротьба ОУН—УПА з радянською репресивною машиною
| <== попередня сторінка | | | наступна сторінка ==> |
| Лекція 6. Причини відмов механічних систем | | | Лекції 9, 10, 11, 12. Конструкційні методи підвищення довговічності машин |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |