- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Лазерна (світлопроменева) обробка
Лазерна (світлопроменева) обробка заснована на тому, що світловий промінь квантового оптичного генератора (лазера) фокусується через рубіновий кристал у вузький світловий промінь діаметром 0,03-0,5мм. Висока концентрація енергії, спрямованої на невелику ділянку поверхні деталі, викликає високу температуру і тиск (тисячі атмосфер), які дозволяють проводити обробку будь-яких матеріалів за твердістю. Особливо перспективне значення світлопроменева обробка має при виготовленні отворів малих діаметрів (філь’єри), вирізу складних контурів і пазів.
При лазерній (світлопроменевій) обробці миттєво відбувається локальне нагрівання поверхні оброблюваної заготовки світловим променем високої енергії до температури 6 000... 8 000 °С, внаслідок чого нагрітий метал розплавляється й випаровується, утворюючи потужний струмінь пари, який викидається у вигляді факела, а на його місці залишається заглибина або порожнина. Джерелом такого випромінювання є оптичний квантовий генератор, що називається лазером.
Найпоширенішими є газові, твердотілі й напівпровідникові лазери.
Твердотілий лазер складається з робочої речовини, системи збудження, фокусування й охолодження. Твердотілі лазери працюють переважно в імпульсному режимі. Їх робочою речовиною є тверді прозорі тіла, виготовлені з ітрієво-алюмінієвого гранату, синтетичного рубіну, неодимового скла та ін. В матриці робочої речовини рівномірно розподілені оптично активні атоми хрому, неодиму тощо.
Для збудження оптично активних атомів потрібна зовнішня енергія. Зі збуджених рівнів атоми переходять на нормальний рівень самовільно в непередбачуваний момент часу або вимушено в прогнозований момент часу під дією спеціального чинника, наприклад, світлового променя. Вимушений перехід атомів на нормальний рівень супроводжується випромінюванням когерентного світла.
Для лавиноподібного генерування когерентного світла необхідно, щоб кількість збуджених атомів перевищувала їхню кількість на нормальному рівні і щоб частина генерованого світла залишалась всередині тіла робочої речовини й стимулювала подальше вимушене випромінювання рештою оптично активних атомів. Цього досягають за допомогою двох паралельних дзеркал, одне з яких непрозоре й відбиває всі світлові промені тіла робочої речовини, а друге - напівпрозоре теж їх відбиває, але частково пропускає назовні. Таке багаторазове проходження світлового променя крізь робочу речовину зумовлює переважно вимушене потужне випромінювання, що йде від оптично активних атомів.
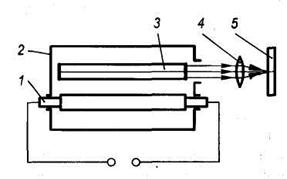
Рисунок 4.4 - Схема обробки твердотілим лазером: 1 - імпульсна ксенонова лампа; 2 - корпус; 3 - рубіновий стрижень; 4 - лінза; 5 - заготовка
Для збудження активних атомів у твердотілому лазері використовують потужні світлові імпульсні лампи, наповнені ксеноном або криптоном.
Сфокусувати генеровані лазером промені у світлову пляму невеликого розміру й отримати значну густину світлової енергії можна, використавши систему оптичних лінз.
Значна частина енергії від імпульсної лампи перетворюється в теплоту, що нагріває робочу речовину. Щоб не допустити перегріву, застосовують охолодження повітрям, водою або рідким азотом. Охолоджене середовище пропускають через скляну трубку, всередині якої перебуває робоча речовина.
У 1960 р. був розроблений перший лазер, робочою речовиною якого служив синтетичний рубін — штучно вирощений кристал із А12О3. В його об'ємі рівномірно розподілені 0,05 % атомів хрому, як оптично активного елемента, здатного генерувати когерентне випромінювання довжиною хвилі X = 0,63 мкм.
На рис. 4.4 зображено схему твердотілого рубінового лазера. Корпус 2 лазера має еліпсоподібний переріз, а на його внутрішню поверхню нанесене дзеркальне покриття. Всередині корпуса встановлені рубіновий стрижень 3 і ксенонова імпульсна лампа 1. Торці стрижня відполіровані, вони строго паралельні й перпендикулярні до його осі. На лівий торець нанесений непрозорий шар срібла, а на правий - напівпрозорий шар. Імпульсна лампа живиться конденсаторними батареями. Потужне світло лампи відбивається стінками корпуса й фокусується на рубіновому стрижні, внаслідок чого активні атоми хрому переходять у збуджений стан і далі відбувається генерування лазерного випромінювання. Випущені лазером світлові промені потрапляють у систему лінз 4, а звідти - на заготівлю 5.
Лазерними променями обробляють матеріали будь-якої твердості, в тому числі й алмази, прошиваючи отвори, вирізуючи заготівлі часто складного профілю з листового матеріалу, обробляючи мікрозападини в деталях мікроелектроніки, усуваючи дисбаланс в обертальних деталях, безконтактно й дуже швидко наносячи клейма на вироби, виконуючи рисунки, гравіювальні роботи тощо.
Лазерним променем обробляють отвори, починаючи від діаметра в декілька мікрометрів у матеріалах з різними властивостями: каменях для годинників і приладів, в алмазах і твердих сплавах для фільєр, у металевих листах для сит тощо.
Форма і шорсткість поверхні отворів залежить від параметрів режиму обробки - густини енергії, кількості імпульсів, частоти й тривалості імпульсів.
Від густини енергії залежить температура матеріалу в зоні обробки. Зі збільшенням кількості імпульсів отвір поглиблюється, а з ростом тривалості імпульсу - набуває конічної форми. Надто тривалі імпульси спричинюють лише розплавлення металу без утворення отвору.
Якщо лазерним променем обробляти матеріал в рідині, то із зони обробки виносяться застиглі дрібні частинки матеріалу. Замість рідини можна використовувати стиснуте повітря, яким видувають з отвору частинки розплавленого металу.
Обробка лазерним променем високопродуктивна й легкорегульована. Недолік твердотілих лазерів - малий ККД.
Пробивання отворів. За допомогою цього методу можна одержувати отвори діаметром 0,2-1,2 мм при товщині матеріалу до 3 мм. При співвідношенні висоти отворів до їхнього діаметра 16:1 лазерне пробивання перевершує за економічністю майже всі інші методи.
У результаті вдається реалізувати таке широке коло технологічних процесів і методів обробки матеріалів (зварювання, наплавлення, маркірування, загартування, різання й ін.), що недоступне іншим видам інструмента.
Завдяки створенню надійного і досить економічного лазерного устаткування в 70-80-х рр. виникла нова промислова технологія - лазерна технологія обробки матеріалів.
Лазерне різання. Лазерне різання випаровуванням виконується лазерами імпульсної чи безперервної дії і застосовуються для різання тонколистових матеріалів, плівок на діелектричних підкладках, різання напівпровідникових матеріалів.
При газолазерному різанні тонколистових металів підвищуються швидкість і якість різання. Цим способом можна розрізати матеріали відносно великої товщини (низьковуглецеві і корозійностійкі сталі товщиною 4 мм і більше; жароміцні високолеговані сталі - до 2 мм; титан і титанові сплави - до 1,5 мм).
Для обробки металів великої товщини доцільно застосовувати кисень. При витраті газу підвищується швидкість різання, зменшуються нерівності кромок відрізу і зона термічного впливу (у середньому 0,05—0,2 мм). Ширина одержуваного пазу дорівнює діаметру світлової плями чи трохи більша від нього. Газолазерне різання металів великої товщини, що утворюють тугоплавкі окисли (леговані і високовуглецеві сталі, алюміній, мідь і ін.), можливе тільки при значних потужностях випромінювання. Оптимальна відстань між торцем сопла і поверхнею матеріалу ~ 1 мм.
Лазерне зварювання. Розміри зони проплавлення в основному залежать від режиму зварювання, теплофізичних характеристик, коефіцієнтів поглинання і відбивання матеріалу деталей. Для регулювання густини потужності випромінювання і діаметра світлової плями застосовують розфокусування випромінювання, установлюючи деталі, що зварюються, під фокальною площиною об'єктива.
Лазерне зварювання дроту можливе при діаметрі 0,01-1,0 мм. Шовне лазерне зварювання листових конструкцій роблять при імпульсному і безперервному режимі випромінювання. Для імпульсного режиму коефіцієнт перекриття зварених точок 0,3-0,9 (більше значення для більш міцного і герметично звареного шва).
Втрати енергії на відбивання для лазерів з довжиною хвилі 10,6 мкм можна зменшити при спеціальній підготовці кромок листових деталей, а втрати за рахунок теплопровідності - стоншенням кромок до товщини 0,1—0,5 мм. Якість шовного зварювання вища при подачі інертного газу в зону зварювання.
Контрольні запитання:
1. Поясніть суть і особливості електрохімічної обробки матеріалів.
2. Які електроліти використовують для електрохімічної обробки матеріалів?
3. Нарисуйте та поясніть схему електрохімічного утворення кільцевих канавок усередині втулки.
4. Які методи електроерозійної обробки Вам відомі? На чому вони засновані?
5. Назвіть режими електроіскрової обробки.
6. В чому полягає різниця між електроіскровою і електроімпульсною обробкою матеріалів?
7. Поясніть принцип УЗ методу обробки матеріалів.
8. Нарисуйте та поясніть схему УЗ обробки отворів.
9. Що називають лазером?Які типи лазерів Вам відомі?
10. Поясніть схему та порядок роботи твердотілого лазера.
11. Які види робіт виконують за допомогою лазерів при обробці матеріалів та деталей у приладобудуванні?
12. Поясніть суть лазерного різання матеріалів.
13. Чим характерне лазерне зварювання?
Л е к ц і я 5
Читайте також:
- II. Обробка результатів
- Аналітична обробка інформації вузлами інформаційно-аналітичної функціональної підсистеми МОЗ України і питань НС.
- Безпека при заготівлі та приготуванні кормів (подрібнення, теплова, хімічна обробка).
- Бухгалтерська обробка документів.
- Введення інформації в ЕОМ та її обробка
- Графічна інформація та її обробка на мові Pascal.
- Графоаналітична обробка даних при двох змінних факторах і лінійної залежності
- Електроконтактна обробка
- ЗБИРАННЯ ТА ОБРОБКА ЯЄЦЬ
- Збір і обробка даних про властивості грунтів
- Збір, обробка, критичний аналіз наукової інформації, літературних джерел, теоретичних розробок
- И – обробка Т-подібного пазу з використанням круглого поворотного стола.
| <== попередня сторінка | | | наступна сторінка ==> |
| Обробка за допомогою ультразвукових (УЗ) коливань | | | ЕЛЕКТРОХІМІЧНІ, ХІМІЧНІ Й ЛАКОФАРБОВІ ПОКРИТТЯ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |