- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Стадії ерозійної обробки.
Першою стадією ерозійного процесу є пробій міжелектродного простору в результаті утворення зони з високою напруженістю поля. Для діелектричних рідин напруженість (Е) поля в момент розряду досягає десятків МВ/м. Під дією розряду відбувається іонізація зазору, через який між електродами починає протікати електричний струм, тобто утворюється канал провідності - вузька циліндрична область, заповнена нагрітою речовиною (плазмою), що містить іони і електрони. Через канал провідності протікає струм, при цьому швидкість зростання його сили може досягати сотень кілоампер в секунду. На границях каналу відбувається плавлення металу, утворюються лунки сферичної форми.
Другою стадією є утворення близько каналу провідності газового міхура з парів рідини і металів. Внаслідок високого тиску (до 2∙10 7 Па) канал провідності прагне розширитися, стискаючи навколишню газову фазу. Границя каналу провідності рухається з високою швидкістю в радіальному напрямку. Швидкість розширення може досягати 150 - 200 м/с. На зовнішній границі утворюється так званий фронт ущільнення, в якому тиск стрибкоподібно змінюється від вихідного в рідині до високого його значення на границі Рф.
Третьою стадією буде припинення струму, відрив ударної хвилі від газового міхура і продовження його розширення за інерцією. Ударна хвиля гаситься навколишньою рідиною.

Рисунок 2.9 - Схема електричного розряду між електродами: 1 - катод; 2 - мікропорція металу, виплавлена на поверхні катода; 3 - газовий міхур; 4 - розплавлені частки металу; 5 - робоча рідина - діелектрик; 6 - анод
На початку цієї стадії в зазорі (0,01 - 0,05 мм) в заглибленнях електродів 1 і 6 знаходиться рідкий метал 2, газовий міхур 3, усередині якого є пари 4 металів заготівлі та інструменту; рідкий діелектрик 5. Коли газовий міхур досягне найбільшого розміру, тиск усередині нього різко падає, а розплавлений метал, що міститься в лунках, скипає і викидається в міжелектродний простір.
Не всякий імпульс, що виробляється генератором, викликає ерозію електродів, тому що великий зазор; мала напруга; винос твердих частинок із зазору утруднений і процес може припинитися. (Тому в великогабаритних заготівлях застосовується примусове прокачування діелектрика).
Для підвищення продуктивності, точності обробки та покращення поверхні деталей доцільно здійснювати прокачування робочої рідини через міжелектродний зазор. Для цього призначена гідравлічна система верстата.
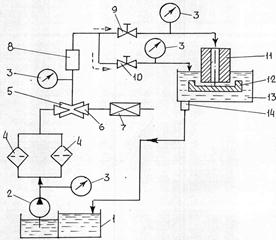
Рисунок 5.10 - Схема гідравлічної системи верстата: 1 - бак; 2 - насос; 3 - манометри; 4 - фільтр; 5 - пристрій для регулювання витрати робочої рідини; 6 - заслінка; 7 - перетворювач; 8 - ротаметр; 9, 10 - крани; 11 - порожнистий електрод - інструмент; 12 - заготівля; 13 - робоча ванна; 14 - зливний отвір
Робоче середовище з бака 1 подається насосом через фільтри 4 і пристрій 5 регулювання витрати в робочу зону. При цьому можливі два варіанти подачі робочого середовища: або при відкритому крані 9 через порожнистий електрод-інструмент 11 в проміжок з заготівлею 12, або через кран 10 безпосередньо в робочу ванну 13. Бак 1 складається з декількох секцій для відстоювання робочого середовища. Секції розділені перегородками, через які рідина потрапляє методом переливу з однієї секції в іншу. Робоча ванна 13 є частиною силової схеми верстата, від її жорсткості залежить точність обробки деталей. У дрібних верстатах ванну безпосередньо кріплять на столі, а робочу рідину періодично зливають в бак. У великих верстатах ванна може підніматися і опускатися. Вона завжди заповнена рідиною.
Є схеми з введенням додаткової посудини (за принципом сполучених посудин), яка опускається і спорожняє робочу ванну. Насос 2 частіше відцентрового типу. Напір - 5 - 10 м, продуктивність - 2 - 180 л/хв. Якщо необхідний високий тиск, то використовують шестеренні насоси (Р = 0,5 - 250 МПа).
Фільтри 4 грубого і тонкого очищення стоять послідовно для затримки шламу:
- паперові по кілька штук в пакеті;
- намивні - із допоміжними фільтруючими речовинами - дрібнопористі частинки з великою активною поверхнею;
- сітчасті;
- магнітні, центрифуги, сепаратори, гідроциклони.
Пристрій 5 призначено для регулювання витрати робочого середовища. Він виконаний у вигляді ежектора. При відведеній заслінці 6 рідина відсмоктується з міжелектродного простору, а при закритій заслінці 6 вона прокачується через зазор. Таким чином, регулюючи положення заслінки 6 перетворювачем 7, можна змінювати витрату робочого середовища через міжелектродний зазор.
В даний час випускаються агрегати постачання та очищення робочого середовища, компоновані в одному корпусі. Вони можуть працювати в автоматичному режимі за заданою програмою або від адаптивної системи.
Читайте також:
- А. В. Петровський виділяє три стадії розвитку особистості в процесі соціалізації: адаптацію, індивідуалізацію і інтеграцію.
- Адміністративні провадження: поняття, класифікація, стадії
- Анкета визначення стадії алкоголізму
- Будівельний генеральний план на стадії виконання окремих видів будівельно-монтажних робіт.
- Виборчий процес: поняття і стадії.
- Від стадії життєвого циклу підприємства
- Глава 13 Стадії вчинення злочину
- Глава 13 Стадії вчинення злочину
- Економічна інформація як предмет і продукт автоматизованої обробки.
- Етапи (стадії) міжнародної інвестиційної діяльності компаній
- Етапи і стадії розроблення дизайн-проекту.
- Етапи та стадії виробничого та навчального проектування
| <== попередня сторінка | | | наступна сторінка ==> |
| Основні теоретичні положення | | | Завдання на практичне заняття |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |