- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Розробка конструкції й визначення розмірів стрижневих знаків
Положення ливарного стрижня у формі фіксується за допомогою стрижневих знаків. Знаки - це опорна частина стрижня, що не обмивається металом. Призначення знака - міцно втримувати стрижень у формі а також виводити гази зі стрижня. Розрізняють горизонтальні і вертикальні стрижневі знаки.
Стрижневі знаки повинні мати таку форму, щоб не відбувалося зсувів стрижня. Знаки повинні визначати точне розташування стрижня у ливарній формі.
Розміри й конфігурація знаків вибираються такими, щоб у сирому або сухому стані одержати необхідну міцність стрижнів. Необхідно, щоб знакові частини витримували навантаження: масу стрижня і тиск рідкого металу.
Основні розміри знаків (рис. 3.1) визначаються згідно ГОСТ 3212-92 в залежності від габаритних розмірів стрижня, його розташування у формі і характеру ливарної форми (суха, сира, з хімічним твердінням, разом з оснасткою і ін.). Розміри знаків моделі повинні відрізнятися на величину зазорів, прийнятих по контуру частин стрижнів, що сполучаються, і ливарної форми.
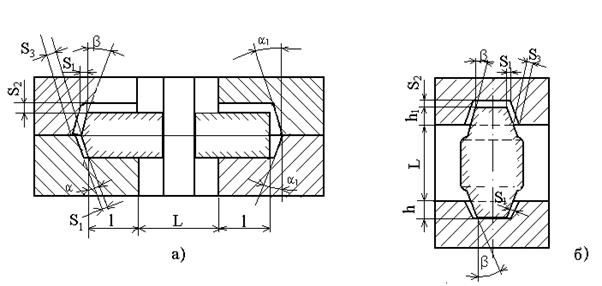
а - горизонтальні; б - вертикальні
Рисунок 3.1 - Схеми стрижневих знаків для визначення їхніх розмірів
У таблицях 3.3 - 3.7 наведено довжини горизонтальних знаків для сирих і сухих форм, а також форм, які отвережуються у контакті з оснасткою, висота вертикальних знаків, розміри формувальних ухилів на знакових поверхнях і зазорів між знаковими частинами стрижня і ливарної форми.
Таблиця 3.3 - Довжина горизонтальних знаків для піщано-глинистих форм
 або D, мм або D, мм
| Довжина знака l, (мм) при довжині стрижня L (мм) | |||||||||
| До 40 | Пон. 40 до 63 | >63 до 100 | >100 до 160 | >160 до 250 | >250 до 400 | >400 до 630 | >630 до 1000 | >1000 до 1600 | >1600 до 2500 | |
| До 25 | 20/15 | 25/20 | 30/- | 35/- | - | - | - | - | - | - |
| Пон. 25 до 40 | 20/20 | 25/25 | 30/30 | 35/35 | 45/40 | 50/- | - | - | - | - |
| >40 до 63 | 20/20 | 25/25 | 30/30 | 40/35 | 50/40 | 60/50 | 75/- | 95/- | - | - |
| >63 до 100 | 20/25 | 25/30 | 35/35 | 45/40 | 55/45 | 65/55 | 85/65 | 105/- | - | - |
| >100 до 160 | 35/25 | 40/30 | 35/35 | 50/40 | 60/45 | 75/55 | 95/65 | 115/- | 130/- | - |
| >160 до 250 | 35/30 | 40/35 | 40/40 | 50/50 | 65/55 | 80/60 | 100/ | 125/ | 145/ - | - |
| >250 до 400 | 40/35 | 40/40 | 45/45 | 60/50 | 75/55 | 85/60 | 110/ | 140/ | 160/ | 180/- |
| >400 до 630 | 40/- | 40/45 | 45/50 | 65/55 | 85/60 | 100/ | 130/ | 160/ | 180/ | 220/ |
| >630 до 1000 | - | - | -/55 | -/60 | -/65 | 115/ | 150/ | 180/ | 210/ | 260/ |
| >1000 до 1600 | - | - | - | -/65 | -/70 | -/80 | -/90 | 200/ | 245/ | 300/ |
| >1600 до 2500 | - | - | - | - | -/75 | -/90 | -/100 | -/130 | -/170 | -/210 |
Примітка: у чисельнику наведені розміри горизонтальних стрижневих знаків при формуванні «по-сирому», у знаменнику – при формуванні «по-сухому».
При виготовленні виливків у формах, що твердіють у контакті з оснасткою, розмір горизонтальних стрижневих знаків призначається відповідно до таблиці 3.4
Таблиця 3.4 - Довжина горизонтальних знаків для форм, що твердіють у контакті з оснасткою
| або D, мм
| Довжина знака l, (мм) при довжині стрижня L (мм) | |||||||||
| До 40 | Пон. 40 до 63 | >63 до 100 | >100 до 160 | >160 до 250 | >250 до 400 | >400 до 630 | >630 до 1000 | >1000 до 1600 | >1600 до 2500 | |
| До 25 | - | - | - | - | - | - | ||||
| Пон. 25 до 40 | - | - | - | - | ||||||
| > 40 до 63 | - | - | - | |||||||
| > 63 до 100 | - | - | - | |||||||
| > 100 до 160 | - | - | ||||||||
| > 160 до 250 | - | - | ||||||||
| > 250 до 400 | - | |||||||||
| > 400 до 630 | - | - | ||||||||
| > 630 до 1000 | - | - | ||||||||
| > 1000 до 1600 | - | - | ||||||||
| > 1600 до 2500 | - | - | - |
Висоту нижніх знаків вертикальних стрижнів для всіх видів сумішей призначають відповідно до таблиці 3.5
Таблиця 3.5 - Висота нижніх вертикальних знаків
| або D, мм
| Висота знака h, (мм) при довжині стрижня L (мм) | |||||||||
| До 40 | Пон.40 до 63 | >63 до 100 | >100 до 160 | >160 до 250 | > 250 до 400 | >400 до 630 | >630 до 1000 | >1000 до 1600 | >1600 до 2500 | |
| До 25 | - | - | - | - | - | - | ||||
| Пон. 25 до 40 | - | - | - | - | ||||||
| > 40 до 63 | - | |||||||||
| > 63 до 100 | - | |||||||||
| > 100 до 160 | ||||||||||
| > 160 до 250 | ||||||||||
| > 250 до 400 | ||||||||||
| > 400 до 630 | ||||||||||
| > 630 до 1000 | ||||||||||
| > 1000 до 1600 | ||||||||||
| > 1600 до 2500 | ||||||||||
| > 2500 |
При співвідношенні висоти вертикального стрижня до його діаметра (L/D) більш 5 або при відсутності надійної фіксації стрижня верхньою напівформою нижній знак роблять посиленим (рисунок 3.2).
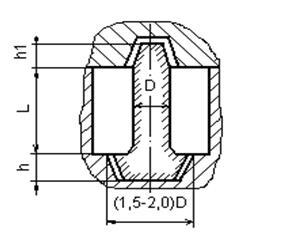
Рисунок 3.2 - Посилений знак
Висоту верхнього вертикального знака h1 приймають не менш 50% від висоти нижнього знака. Для масового і великосерійного виробництва виливків допускається призначати висоту нижнього і верхнього знаків однаковими.
При відсутності верхнього вертикального знака висоту нижнього допускається збільшувати до 50% у порівнянні із зазначеними в таблиці. 3.5.
Довжину знака консольного стрижня (рисунок 3.3) доцільно збільшити до довжини виступаючої частини стрижня.
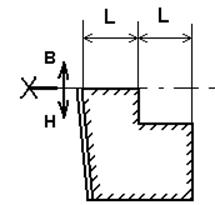
Рисунок 3.3 –Консольний стрижень
Ухили на знакових поверхнях стрижнів повинні відповідати зазначеним у таблиці 3.6.
Таблиця 3.6 - Значення ухилів на знакових поверхнях стрижнів
| Висота знака h або h1, мм | Ухил знаків | ||
| a | b | a1 | |
| До 40 | 100 00 | 150 00 | 40 00 |
| Понад 40 до 63 | 70 00 | 100 00 | 30 00 |
| > 63 до 100 | 60 00 | 80 00 | 20 00 |
| > 100 до 160 | 50 00 | 60 00 | 10 00 |
| > 160 до 250 | 50 00 | 60 00 | |
| > 250 до 400 | 50 00 | 60 00 | - |
Розмір технологічних зазорів S1, S2, S3 між знаковими частинами стрижня й форми визначається залежно від матеріалу модельного комплекту, його класу точності, розмірів стрижня й стрижневих знаків, а також виду формування.
Значення зазорів S1 і S2, повинні відповідати наведеним у таблиці 3.7. Значення зазору S3 варто приймати рівним 1,5S1.
Таблиця 3.7 - Значення технологічних зазорів за ГОСТ 3212-92
| Висота знака h або h1, мм | Тип модельного комплекту | Зазор S1 (S2) при довжині стрижня (мм) | ||||||||||
| До 40 | Пон. 40 до 63 | >63 до 100 | >100 до 160 | >160 до 250 | >250 до 400 | >400 до 630 | >630 до 1000 | >1000 до 1600 | >1600 до 2500 | >2500 до 4000 | ||
| До 25 | I | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | 1,2 | 1,6 |
| II | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | 0,7 | 1,1 | 1,4 | 1,9 | 2,7 | |
| III | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,3 | 1,7 | 2,3 | 3,3 | 4,3 | |
| IV | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 2,1 | 2,7 | 3,5 | 5,0 | 6,5 | |
| Пон. 25 до 40 | I | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 | 1,5 | 1,7 |
| II | 0,4 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,8 | 1,3 | 1,6 | 2,2 | 2,7 | |
| III | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,3 | 1,6 | 1,9 | 2,5 | 3,3 | 4,5 | |
| IV | 1,2 | 1,3 | 1,5 | 1,6 | 1,8 | 2,1 | 2,5 | 3,0 | 4,0 | 5,0 | 7,3 | |
| > 40 до 63 | I | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 | 1,5 | 1,7 |
| II | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | 0,8 | 1,3 | 1,6 | 2,2 | 3,0 | |
| III | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,3 | 1,6 | 2,0 | 2,6 | 3,5 | 4,6 | |
| IV | 1,3 | 1,4 | 1,6 | 1,7 | 1,9 | 2,2 | 2,6 | 3,0 | 4,0 | 5,7 | 7,3 | |
| > 63 до 100 | I | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 1,1 | 1,5 | 1,8 |
| II | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | 0,8 | 1,3 | 1,6 | 2,2 | 3,0 | |
| III | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 1,7 | 2,0 | 2,6 | 3,5 | 4,6 | |
| IV | 1,3 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,6 | 3,0 | 4,0 | 6,2 | 7,3 | |
| > 100 до 160 | I | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 1,1 | 1,5 | 1,8 |
| II | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 | 1,0 | 1,0 | 1,3 | 1,6 | 2,2 | 3,0 | |
| III | 0,9 | 1,0 | 1,1 | 1,2 | 1,3 | 1,5 | 1,7 | 2,1 | 2,7 | 3,8 | 4,7 | |
| IV | 1,4 | 1,6 | 1,7 | 1,9 | 2,1 | 2,3 | 2,7 | 3,1 | 4,0 | 6,2 | 7,3 | |
| > 160 до 250 | I | 0,4 | 0,5 | 0,5 | 0,5 | 0,7 | 0,7 | 0,8 | 0,9 | 1,1 | 1,6 | 1,8 |
| II | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | 1,0 | 1,0 | 1,4 | 1,7 | 2,2 | 3,0 | |
| III | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | 1,6 | 1,8 | 2,3 | 2,9 | 3,9 | 4,7 | |
| IV | 1,5 | 1,7 | 1,8 | 2,0 | 2,2 | 2,4 | 2,8 | 3,4 | 4,3 | 5,8 | 7,5 | |
| > 250 до 400 | I | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | 1,1 | 1,6 | 1,8 |
| II | 0,6 | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | 1,1 | 1,4 | 1,8 | 2,3 | 3,2 | |
| III | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,9 | 2,3 | 2,9 | 3,9 | 4,8 | |
| IV | 1,7 | 1,8 | 2,0 | 2,1 | 2,3 | 2,6 | 3,0 | 3,4 | 4,4 | 5,9 | 7,6 |
Примітка: I - для модельних комплектів 1-3 класів точності, виготовлених з металу і пластмаси; II - для модельних комплектів 4-9 класів точності, виготовлених з металу і пластмаси, і 1-3 класів точності, виготовлених з деревини; III - для модельних комплектів 4-6 класів точності, виготовлених з деревини; IV - для модельних комплектів 7-9 класів точності, виготовлених з деревини.
Граничні відхилення розмірів знаків і формувальних ухилів повинні відповідати вимогам ГОСТ 11961-87 і ГОСТ 11963-87.
| <== попередня сторінка | | | наступна сторінка ==> |
| Визначення класу точності модельного комплекту | | | Розрахунок розмірів модельного комплекту |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |