- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Призначення та класифікація токарних верстатів.
Токарні верстати призначені для обробки валів, втулок, дисків, фланців та інших деталей. Верстати поділяються на універсальні (загального призначення) і спеціалізовані. Універсальні поділяються на токарно – гвинторізні і токарні.
На токарно – гвинторізних верстатах виконують обробку зовнішніх і внутрішніх циліндричних, конічних, фасонних і торцевих поверхонь; нарізання внутрішньої і зовнішньої різьби; відрізка торців, прорізка канавок, свердління, зенкерування і розверстування отворів.
На верстатах токарної групи можна обробляти такі поверхні:
- циліндричні зовнішні та внутрішні;
- конічні зовнішні та внутрішні;
- плоскі;
- фасонні;
- різі зовнішні та внутрішні.
Циліндричну зовнішню поверхню, обробляють прохідним різцем за схемою, показаною на. рис.10.1, а. При цьому заготовка здійснює головний рух різання Dr , а різець виконує рух поздовжньої подачі Ds пд. у напрямку, паралельному до осі обертання заготовки.
Для обробки конічної зовнішньої поверхні напрям подачі Ds к (рис.10.1, б) повинен мати відповідний кут до осі обертання заготовки.
Плоску поверхню обробляють підрізним різцем, застосовуючи поперечну подачу Ds п (рис.10.1, в) в напрямку, перпендикулярному до осі обертання заготовки.
Умовою нарізування різі різцевим різцем є його переміщення за один оберт заготовки на один крок (захід) різі (рис. 10.1, г).
Фасонну поверхню обробляють спеціальним фасонним різцем за наявності поперечної Ds п (рис. 10.1, д) або поздовжньої подачі. В окремих випадках для цієї мети можна використати прохідний різець і одночасно дві подачі - поздовжню і поперечну.
Для обробки циліндричних внутрішніх поверхонь у суцільному матеріалі застосовують циліндричне спіральне свердло, яке виконує поздовжню подачу (рис. 10.1, е). За наявності отвору в заготовці обробку виконують розточувальним різцем (рис. 10.1, є).
Конічні внутрішні поверхні в заготовках з отвором отримують за допомогою розточувального різця з напрямком подачі під кутом до осі обертання заготовки (рис.10.1, ж) або з одночасним використанням поздовжньої й поперечної подач (рис. 10.1, з).
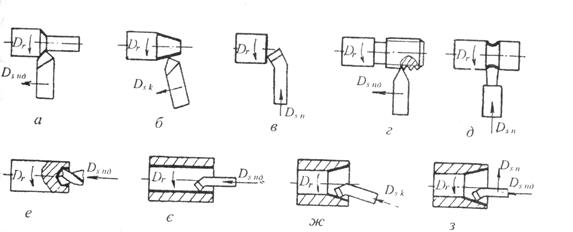
Рис. 10.1. Схеми обробки на верстатах токарної групи:
циліндричної зовнішньої поверхні (а), конічної зовнішньої поверхні (б), плоскої поверхні (в), зовнішньої різі (г), фасонної поверхні (д), циліндричної внутрішньої поверхні (е, є),
конічної внутрішньої поверхні (ж, з)
На токарних верстатах виконують вказані вище операції за виключенням нарізання різьб різцями.
На спеціалізованих токарних верстатах виконують технологічні операції для певного типа деталей, наприклад дисків, фланців, втулок тощо.
В інструментальному виробництві токарну обробку стержневого, насадного (втулучного) і дискового інструмента в мало серійному виробництві проводять на токарних верстатах загального призначення. При виготовленні спеціального інструменту (довбаків, шеверів, протяжок, корпусів збірного інструмента) ефективно застосовуються з ЧПК.
Токарні верстати випускають для обробки заготовок діаметром 100- 6000мм і довжиною до 24000мм.
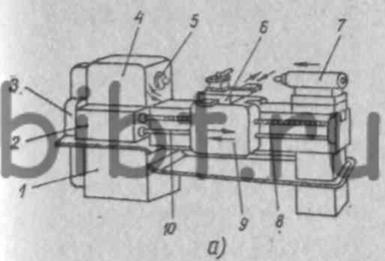
Рис 10.2. Схема компоновки токарно – гвинторізного верстата.
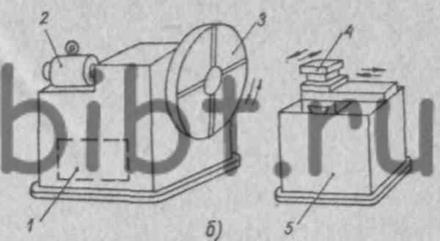
Рис 10.3. Схема компоновки токарно - лобового верстата.
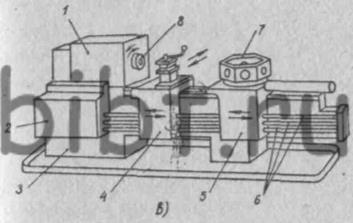
Рис. 10.4. Схема компоновки токарно - револьверного верстата з вертикальною віссю повороту револьверної головки.
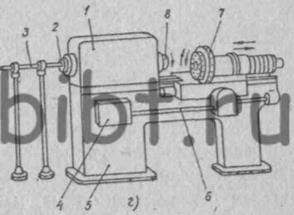
Рис.10.5. Схема компоновки токарно - револьверного верстата з горизонтальною віссю повороту револьверної головки.
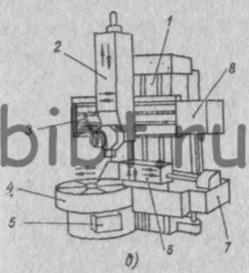
Рис.10.6. Схема компоновки одно стійкового токарно – карусельного верстата.
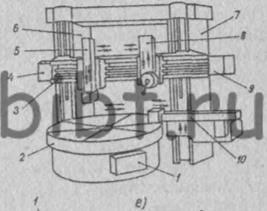
Рис.10.7. Схема компоновки двох стійкового токарно – карусельного верстата.
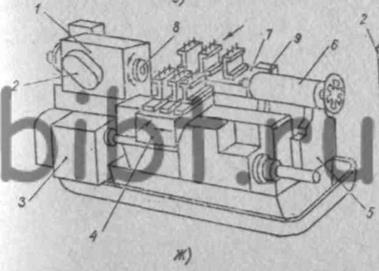
Рис. 10.8. Схема компоновки багато різцевого верстата.
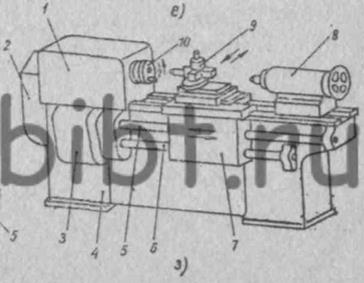
Рис. 10.9. Схема компоновки токарно – затилувального верстата.
Група токарних верстатів поділяється на дев'ять типів (рис. 10.2. – 10.9.):
1) автомати й напівавтомати одношпиндельні;
2) автомати й напівавтомати багатошпиндельні;
3) револьверні;
4) свердлильно-відрізні;
5) карусельні;
6) токарні й лобові;
7) багато різцеві;
8) спеціалізовані;
9) різні.
Найуніверсальнішими серед них є токарно-гвинторізні й токарні верстати з ЧПК, що належать до шостого типу.
Основними параметрами токарного верстата є найбільший діаметр оброблюємої заготовки над станиною і найбільша відстань між центрами, найбільша довжина оброблюємої заготовки та висота центрів.
Крім цих основних параметрів важливими розмірами токарно – гвинтових верстатів, регламентованими стандартами, є найбільший діаметр оброблюємої заготовки над супортом, найбільший діаметр прутка, який проходить через отвір шпинделя, розмір центра шпинделя.
| <== попередня сторінка | | | наступна сторінка ==> |
| Кінематична схема, структурні сітки і графіки частоти обертання коробки швидкостей на 6 ступенів. | | | Основні механізми верстатів їх призначення, будова. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |