- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Зварювання кутових швів
Однак режим зварювання кутових швів необхідно вибирати з урахуванням специфічних особливостей їхнього формування. При одержанні плоских або випуклих швів ширина шва завжди має дорівнювати відстані за горизонталлю між зварювальними деталями (рис. 2, а).
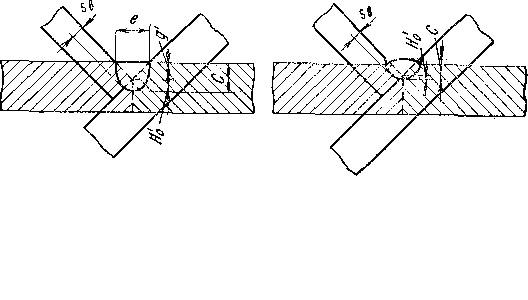
а б
а – задовільне; б – підрізи
Рисунок 2 – Формування кутового шва за шириною
при зварюванні «у човник»
Якщо ширина шва буде більше цієї відстані, то неминучі підрізи (рис. 2, б). Тому коефіцієнт форми шва таврового з’єднання, який дорів-нює відношенню ширини шва до загальної висоти (  = е /с), має бути не більше 2. Разом із цим занадто глибокі й вузькі шви (з малим коефіцієнтом форми) схильні до утворення гарячих тріщин через несприятливі умови кристалізації.
= е /с), має бути не більше 2. Разом із цим занадто глибокі й вузькі шви (з малим коефіцієнтом форми) схильні до утворення гарячих тріщин через несприятливі умови кристалізації.
Практикою встановлено, що задовільне формування кутових швів отримується на режимах, при яких щільність струму в електроді перебуває в межах, зазначених нижче.
Діаметр електрода, мм ….. 2 3 4 5
Допустима щільність струму, А/мм2 60…150 45…85 35…55 30…40
У деяких випадках можливі незначні відхилення за межі названих вище діапазонів.
При розрахунку режиму зварювання технолог повинен забезпечити одержання катета шва, призначеного конструктором при розрахунку міцності або з конструктивних міркувань. За заданим катетом шва визначають площу поперечного перетину наплавленого металу за формулою (2.11).
При зварюванні похилим електродом максимальний катет становить 8 мм, при зварюванні «у човник» – 10 мм.
При зварюванні кутових швів площа наплавленого металу за один прохід знаходиться в межах 35…40 мм2.
Вибравши діаметр електрода за допустимою щільністю, визначають величину зварювального струму й швидкість зварювання, що забезпечує при даній величині зварювального струму необхідну площу наплавлення.
| <== попередня сторінка | | | наступна сторінка ==> |
| Зварювання стикових швів | | | Зварювання у захисних газах дротом суцільного перетину |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |