- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ОБЛАДНАННЯ 2Р22
6.1 Призначення.
Обладнання числового програмного керування типу 2Р22 (рис.10.3) призначене для керування металорізальними верстатами.
За видом геометричної інформації обладнання є контурно-позиційним з жорстким завданням алгоритмів керування на мікро-ЕОМ.
Обладнання забезпечує одночасне керування за трьома координатами (тип формоутворення визначається програмним забезпеченням), керування з круговою та лінійною інтерполяцією за двома координатами, нарізання різі на циліндричній і конічній поверхнях.
З клавіатури пульту керування здійснюються такі режими: автоматичний, покадровий, введення, введення констант, введення з зовнішніх носіїв інформації, пошук кадру, ручне керування, фіксоване положення, вихід в вихідне положення, виведення на зовнішні носії інформації, тестовий контроль.
Введення інформації може здійснюватись в залежності від програмного забезпечення, (ПЗ):
- з пульту керування обладнанням;
- з фотозчитуючого пристрою (ФЗП);
- з електрифікованої друкарської машини (ЕДМ) "Консул-260";
-з касетного накопичувача на магнітній стрічці (КНМС) "Іскра-005-33";
-з ЕОМ більш високого рангу.
Обладнання забезпечує виведення інформації:
- на блок відображення символьної інформації (БВСІ);
- на ЕДМ "Консул-260";
- на перфоратор ПЛ-15О;
- на КНМС "Іскра 005-33";
- на ЕОМ більш високого рангу.
Програмне забезпечення (ПЗ) зберігається в постійному запам'ятовуючому пристрої (ПЗП).
Об’єм пам'яті запам'ятовуючого пристрою (ЗП) без збереження інформації з вимкненим живленням не менше 8 Кбайт, а зі збереженням інформації - 2 Кбайта. Інформація зберігається протягом 120 годин. Як програмоносії в обладнанні 2Р22 використовується восьмидоріжкова перфострічка і магнітна касета типу МК-60.
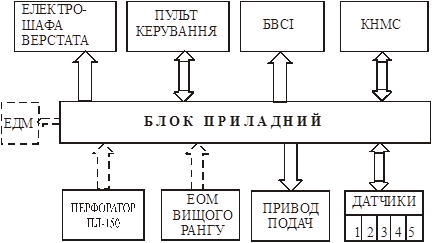 |
Рисунок 10.3 – Структурна схема обладнання ЧПК 2Р22.
На БВСІ забезпечується індикація з інформаційною ємністю 8 або 16 рядків по 32 символи такої інформації:
1) технологічної програми;
2) розміру інструмента;
3) зміщення нуля відліку;
4) поточної координати;
5) режимів роботи;
6) причини зупинки і збою.
Програмне забезпечення обладнання може виконувати значну кількість додаткових функцій, які визначаються під час спільних випробувань обладнання з верстатом.
6.2 Конструкція обладнання 2Р22.
Обладнання виконано в вигляді окремих функціонально завершених блоків: приладного блоку, блоку БВСІ, пульта керування, КНМС (рис.10.3).
За схемно-структурною організацією пристрій 2Р22 - комбінований (контурно–позиційний) пристрій ЧПК типу CNC.
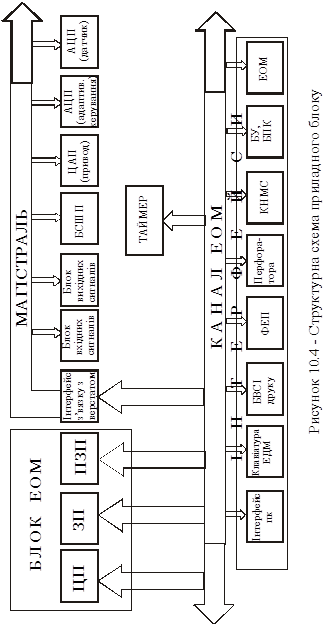
Основним функціональним та конструктивним вузлом є приладний блок (рис. 10.4). Він має функціонально-модульний принцип побудови, тобто функціональні вузли приладного блоку виконані в вигляді модулів.
Основні модулі, що входять до приладного блоку: ЕОМ, ЗП, ПЗП, блоки зв'язку з пристроями введення-виведення, блоки зв'язку з верстатом.
ЕОМ в сукупності з потрібним ПЗ реалізує заданий склад алгоритму керування, враховуючи обслуговування зовнішніх пристроїв введення-виведення, обчислення траєкторій та швидкостей переміщення рухомих органів верстата, видачу керуючих команд, виконання стандартних та типових технологічних циклів, вирішення завдань редагування керуючих програм і тощо.
ЗП призначений для зберігання та безруйнівного зчитування інформації під час роботи основних джерел живлення і збереження інформації в разі вимикання основних джерел живлення.
ПЗП призначений для зберігання програного забезпечення. Блоки зв'язку з пристроями введення-виведення забезпечують керування зовнішніми пристроями: пультом керування, блоком БВСІ, КНМС, ФЗП, перфоратором, ЕДМ "Консул-260".
Блоки зв'язку з верстатом приймають сигнали від верстата, виробляють вихідні сигнали на верстат, забезпечують зв'язок з датчиками переміщень, керування приводами, зв'язок з датчиками для адаптивного керування.
Пульт керування забезпечує редагування програми, завдання режимів обладнання, виконання ручного введення даних, ведення діалогу з обладнанням й тому подібне.
Пульт складається з універсальної клавіатури (латинський алфавіт), а також низки клавіш, за допомогою яких здійснюється пуск програми, продовження циклу позиціювання і тощо. Всього на пульті 58 клавіш.
Блок БВСІ призначений для відображення на електронно-променевій трубці букво-цифрової інформації (цифр, російської, латинської абетки). Обсяг інформації що висвічується, залежить від масштабу і складає або 512 символів (16 рядків по 32 знаки), або 256 символів (8 рядків по 32 знаки). Блок БВСІ використовується для введенні програми, її редагуванні і т.п.
 |
6.3 Робота з обладнанням 2Р22.
6.3.1 Напівавтоматичне введення вихідного положення.
Під час обробки конкретної деталі оператор має можливість вибрати положення різцетримача зручне для заміни інструменту та встановлення заготовки в патрон, яке називається ВИХІДНИМ ПОЛОЖЕННЯМ.
При необхідності заміни інструменту або після закінчення обробки здійснюється переміщення в вихідне положення. Доцільно вибирати найзручніше місце точки вихідного положення на всю програму обробки деталі.
Напівавтоматичне введення вихідного положення в пам'ять здійснюється за такою методикою:
1) встановити режим "напівавтоматичне введення констант";
2) користуючись мнеморукояткою та штурвалами, встановити різцетримач в потрібну позицію ;

 3) натиснути клавіш . Після цього на екрані БВСІ висвічуються координати вихідного положення.
3) натиснути клавіш . Після цього на екрані БВСІ висвічуються координати вихідного положення.
Натисканням клавіша значення координат вихідного положення затирається з екрана і вводиться до пам'яті.
Для забезпечення можливості обробки деталі необхідно здійснити такі операції:
1) прив'язку обладнання до параметрів верстата;
2) прив'язку системи відліку до верстата
3) прив'язку інструмента до системи відліку;
4) прив'язку системи відліку до деталі.
6.3.2 Прив'язка обладнання до параметрів верстата.

 Для введення параметрів верстата на початку роботи натиснути клавіші N001 Р та числове значення першого параметра верстата. Набраний параметр та його номер висвічуються на екрані БВСІ. Натисканням на клавіш , параметр затирається з екрана, а на екрані висвічується номер наступного параметра. Параметри Р та їх числові значення наведено в таблиці 10.1.
Для введення параметрів верстата на початку роботи натиснути клавіші N001 Р та числове значення першого параметра верстата. Набраний параметр та його номер висвічуються на екрані БВСІ. Натисканням на клавіш , параметр затирається з екрана, а на екрані висвічується номер наступного параметра. Параметри Р та їх числові значення наведено в таблиці 10.1.
6.3.2 Прив’язка системи відліку до верстата здійснюється за такою методикою:
 1) натиснути клавіш ручного керування та виходу в фіксовану точку ;
1) натиснути клавіш ручного керування та виходу в фіксовану точку ;
 2) натиснути клавіш , внаслідок чого розпочинається рух за координатою Х. Напрямок руху - від осі шпинделя до оператора. При досягненні положення, що визначається кінцевими вимикачами, рух за координатою Х припиняється і розпочинається рух за координатою Z в напрямку до шпинделя. Досягнувши положення, що визначається кінцевими вимикачами, рух за координатою Zприпиняється (рис.10.5). На екрані БВСІ висвічуються цифри, які характеризують координати різальної крайки інструмента відносно НУЛЯ верстата.
2) натиснути клавіш , внаслідок чого розпочинається рух за координатою Х. Напрямок руху - від осі шпинделя до оператора. При досягненні положення, що визначається кінцевими вимикачами, рух за координатою Х припиняється і розпочинається рух за координатою Z в напрямку до шпинделя. Досягнувши положення, що визначається кінцевими вимикачами, рух за координатою Zприпиняється (рис.10.5). На екрані БВСІ висвічуються цифри, які характеризують координати різальної крайки інструмента відносно НУЛЯ верстата.
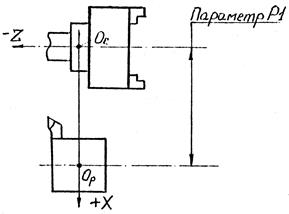 |
Рисунок 10.5 – Схема прив’язки системи відліку до верстата
6.3.4 Прив'язка інструмента до системи відліку.
В тому випадку, коли в різцетримачі немає хоча б одного інструменту з відомим вильотом, прив'язка виконується за такою методикою:
1) ввести координати плаваючого нуля, які дорівнюють нулеві, та вильоти інструмента, з якого розпочинається прив'язка, що також дорівнюють нулеві;
2) встановити режим "Напівавтоматичне введення констант";
3) ввести потрібні значення T, S і F та натиснути клавіш ; Відбудеться переміщення в вихідне положення, встановлення потрібної позиції різцетримача та запуск шпинделя;
Таблиця 10.1 – Значення параметрів верстатів
| Номер параметра | Числове значення параметра | Функціональне призначення |
| -200 | Фіксоване положення за координатою Х | |
| -200 | Програмний обмежник за координатою - Х | |
| Програмний обмежник за координатою +Х | ||
| Програмний обмежник за координатою –Z | ||
| Програмний обмежник за координатою +Z | ||
| Максимальне число обертів шпинделя на 1 діапазоні регульованого привода | ||
| Максимальне число обертів шпинделя на 2 діапазоні регульованого привода | ||
| Максимальне число обертів шпинделя на 3 діапазоні регульованого привода | ||
| Мінімальне число обертів шпинделя на 4 діапазоні регульованого привода | ||
| Мінімальне число обертів шпинделя на 1 діапазоні регульованого привода | ||
| Мінімальне число обертів шпинделя на 2 діапазоні регульованого привода | ||
| Мінімальне число обертів шпинделя на 3 діапазоні регульованого привода | ||
| Мінімальне число обертів шпинделя на 4 діапазоні регульованого привода | ||
| Повзуча швидкість шпинделя регульованого привода | ||
| 0/1 | Індикація неузгодження, якщо 1; немає індикації неузгодження, якщо 0 | |
| Максимальне число обертів шпинделя на постійній швидкості різання | ||
| Мінімальне число обертів шпинделя на постійній швидкості різання |
 4) користуючись мнеморукоятками та штурвалами, виконати обточування циліндричної частини заготовки. Відвести інструмент за координатою Z, не змінюючи положення за координатою Х та вимкнути шпиндель. Здійснити заміри діаметра обточеної частини заготовки і ввести цю величину під адресою Х. Після натискання клавіша на екрані БВСІ висвітиться номер інструменту та обчислене значення вильоту інструмента за координатою Х;
4) користуючись мнеморукоятками та штурвалами, виконати обточування циліндричної частини заготовки. Відвести інструмент за координатою Z, не змінюючи положення за координатою Х та вимкнути шпиндель. Здійснити заміри діаметра обточеної частини заготовки і ввести цю величину під адресою Х. Після натискання клавіша на екрані БВСІ висвітиться номер інструменту та обчислене значення вильоту інструмента за координатою Х;
5) виконати обточування торця заготовки, відвести інструмент за координатою Х, не змінюючи його положення за координатою Z . Ввести показання поточного значення за координатою Z. При натисканні клавіша це значення додається до інформації на шостому рядку екрану БВСІ;
6) натиснути клавіш . Значення вильотів інструменту записується до пам'яті та стирається з екрану;
7)ввести значення плаваючого нуля натисканням на клавіші . , . Значення плаваючого нуля висвітиться на екрані БВСІ, а потім запишеться до пам'яті. Поточне значення за координатою Z стане дорівнювати нулю, а на восьмому рядкові екрану БВСІ висвітиться значення плаваючого нуля.
Аналогічно здійснюється прив'язка решти інструменту.
6.3.5 Режим "Введення".
 Для роботи в режимі введення програми необхідно натиснути такі клавіші:, , , N та номер першого кадру програми. Набір програми здійснюється кадрами. Програма, що набирається, висвічується на шостому, сьомому та восьмому рядках БВСІ. Під час набору, остання набрана фраза може бути витерта натисканням клавіша . Для введення набраного кадру в пам'ять пристрою необхідно натиснути клавіш в результаті чого цей кадр витирається з екрану БВСІ, а номер кадру автоматично збільшується на одиницю, якщо програма не закінчена.
Для роботи в режимі введення програми необхідно натиснути такі клавіші:, , , N та номер першого кадру програми. Набір програми здійснюється кадрами. Програма, що набирається, висвічується на шостому, сьомому та восьмому рядках БВСІ. Під час набору, остання набрана фраза може бути витерта натисканням клавіша . Для введення набраного кадру в пам'ять пристрою необхідно натиснути клавіш в результаті чого цей кадр витирається з екрану БВСІ, а номер кадру автоматично збільшується на одиницю, якщо програма не закінчена.
Режим "Введення" забезпечує можливість редагування введеної в пам'ять обладнання технологічної програми:
1) затирання будь-яких кадрів програми;
2) вставлення одного або декількох кадрів на будь-яке місце програми;
3) видалення будь-якого слова з будь-якого кадру програми;
4) вставлення або заміна одного або декількох слів в будь-якому кадрі програми.
6.3.5 Для введення плаваючого нуля необхідно натиснути клавіші: C , Z та числове значення плаваючого нуля. Символи, що набираються, висвічуються на шостім рядку екрану БВСІ. Натисканням клавіша шостий рядок екрану очищується, а значення плаваючого нуля вводиться в пам'ять обладнання.
 Для індикації плаваючого нуля необхідно натиснути клавіші, . С ; для індикації вихідного положення - ще раз клавіш (про індикацію вихідного положення повідомляє напис "ИП" в правому куті першого рядка екрану БВСІ). Подальшим натисканням клавіша може бути продовжена індикація вильотів інструменту. Коли зона вильотів завершиться, висвічується напис "КК". Подальшим натисканням клавіша індикація розпочнеться знову з плаваючого нуля.
Для індикації плаваючого нуля необхідно натиснути клавіші, . С ; для індикації вихідного положення - ще раз клавіш (про індикацію вихідного положення повідомляє напис "ИП" в правому куті першого рядка екрану БВСІ). Подальшим натисканням клавіша може бути продовжена індикація вильотів інструменту. Коли зона вильотів завершиться, висвічується напис "КК". Подальшим натисканням клавіша індикація розпочнеться знову з плаваючого нуля.
Переглядів: 756