- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Особливості конструювання пластмасових моделей
Коефіцієнт тертя пластмас по формувальній суміші невеликий, тому формувальні ухили поверхонь для пластмасових модельних комплектів можуть бути менше, ніж для аналогічних металевих моделей (табл. 7.2).
Таблиця 7.2 – Формувальні ухили пластмасових моделей
| Висота моделі, мм | На зовнішніх поверхнях | На западинах і заглибленнях |
| До 20 | 10 | 2015/ |
| 21...50 | 0045/ | 1030/ |
| 51...100 | 0030/ | 0045/ |
| 101...200 | 0020/ | 0030/ |
| 201...300 | 0020/ | 0030/ |
| Понад 300 | 0015/ | 0020/ |
Моделі, висота яких не перевищує 30 мм (або об'ємом до 0,5 дм3), можна виготовляти суцільнолитими. Більші по розмірах моделі необхідно виготовляти порожнистими. Товщина h стінок порожнистих моделей і ящиків визначається залежно від їх середнього габаритного розміру (табл. 7.3).
Таблиця 7.3 – Товщина стінок моделей і ящиків
| Середній габаритний розмір, мм | Товщина стінки, мм |
| До 200 мм | 7…9 |
| 201…600 | 9…11 |
| 601…1000 | 11…14 |
| Понад 1000 | 14…18 |
Порожнисті пластмасові моделі (при об'ємі понад 15 дм3) так само, як і металеві, зміцняються ребрами жорсткості. Товщину ребер приймають рівній товщині стінки моделі h, розташування ребер залежить від довжини L і ширини B моделі, а відстань між ребрами l вибирається залежно від висоти моделі Н (0,4Н, але не більше 300 мм). У місцях зчленування стінок і ребер необхідно виконувати заокруглення радіусом r не менш 3...5 мм (рис. 7.1)
У таблиці 7.4 наведені типові конструкції пластмасових ливарних моделей
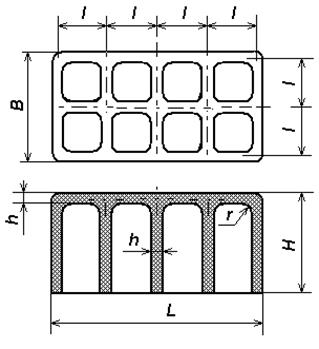
Рисунок 7.1 – Пластмасова модель
Таблиця 7.4 – Типові конструкції пластмасових моделей
| Конструкція | Об'єм моделей, дм3 | Приклад |
| Суцільнолиті | До 0,5 | 
|
| Суцільнолиті порожнисті | Понад 0,5 до 5,0 | 
|
| Кіркові полегшені | Понад 5,0 до 15,0 | 
|
| Кіркові полегшені з ребрами жорсткості | Понад 15,0 | 
|
Моделі з високими виступаючими бобишками або болванками для підвищення їх міцності іноді армують дерев'яними або гіпсовими сердечниками. Армовані моделі не мають ребер жорсткості, що значно скорочує витрати пластмаси на їх виготовлення.
| <== попередня сторінка | | | наступна сторінка ==> |
| Пластмасові модельні комплекти | | | Технологічний процес виготовлення пластмасової оснастки |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |