- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Виготовлення корпусів РДТП з композщшних матеріалів
Сучасні композиційні матеріали є результатом з'еднання різнорідних компонент!в. Основні компоненти - це наповнювач з матеріалів з дуже високими фізико-механічними характеристиками міцності й (або) модуля пружності, які армують матеріал, і матриця, що поєднує армуючі наповнювачі та забезпечуе їхню спільну роботу. Власне фізико-механічні характеристики композиційних матеріалів визначаються міцністю й твердістю наповнювача й матриці й міцністю їхнього з'еднання між собою. При досить великш гамі з'еднань можливих матеріалів за міцністю, технолог!чними і економічними параметрами склались групи матеріалів, найчастіше застосовуваних у конструкціях РДТП. Це - полімерні й металеві композиційні матеріали, армовані борними, вуглецевими, скляними, органічними и іншими волокнами.
В якості наповнювачів використовують скляні, вуглецеві, борні та органічні волокна, дріт сталевий, вольфрамові сплави, неперервні волокна та ниткоподібні кристали із керамічних матеріалів (оксидів , карбидів, нітридів, боридів та ін.).
Можливовідзначити відмінні характеристики органоволокон у порівнянні зі склопласти-ками. Модуль пружності синтетичного волокна складає 110 - 120 ГПа. тоді як у скловолокна діаметром 12 мкм - 77 ГПа.
Велика перевага органоволокон - їх низька щільність: р = 1,43 х 103 кг/м3 (скла - р = 2.54 103 кг/м') при високійЙ мщності (2,5...2,7 ГПа).
Середвисокомодульних волокон особливе місце посідають вутлецеві волокна,що мають цінні, а за деякими показниками навіть унікальні властивості.
Завдякивисокій енергії зв'язку вуглецеві волокна навіть при високих темтерягурахне розм'якшуються, надаючи КМ температуростійкості Короткочасна міцність високомодульного волокна на розтягнення практично не змінюється при нагріванні в нейтральному середовищі до 2200 °С.
Низькнй коефіціент термічного розширення вуглеволокон дае змогу виристовувати вуглепластики для виготовлення конструкцій, від яких вимагається стабільність форми та розмірів в умовах зміни температури.
У виробництві корпусів, днищ та агрегатів РДТП наповнювачі застосовують у такому вигляді:
- неткані: первинну нитку; первинну нитку в деюлька складань (ровінг);
- кручену або некручену нитку у вигляді односпрямованої стрічки з попередньо нанесеним зв'язуючим;
- рулонні неткані матеріали із безперервних або рублених волокон (полотна);
- тканини трьох основних переплетень: полотняного або гарнитурного, саржевого, сатинового (рис. 2).
У деяких випадках намотку виконують з використанням обмотаних джутів. Виготовляються вони шляхом стральної обмотки з малим кроком одного або декшькох типів волокнистої арматури нитками органічних волокон або скловолокон (рис. 3).
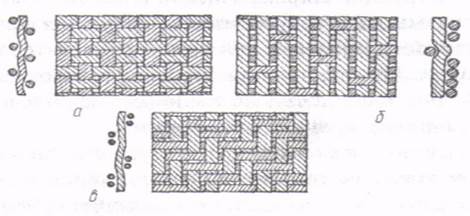
Рис. 2. Тканини основних переплетень:
а - полотняного плетіння; б - сатинового плетіння; в - саржевого плетіння
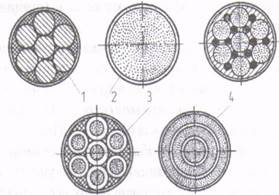
Рис. 3. Можливі структури джгутів:
1 - товстоволокнистий наповнювач; 2 - тонковолокнистий наповнювач; 3 — коакслальний наповнювач; 4 — коакслально-армований джгут
Як зв'язуюче для композищйних матеріалів застосовують переважно термореактивні синтетична смоли: фенолоформальдепдні та кремійорганічні смоли, що тверднуть за механізмом реакції поліконденсаціі (з вдокремленням легких побічних продуктов), ненасичені поліефірні та епоксидні смоли, які не виділяють у процесі полімеризаційного тверднення побічних продуктів реакції'; високотермостіййкі поліамідні, полібензолові та інші полімери. Для поліпшення властивостей вказані смоли можуть використовуватися в «модифжованому» вигляді шляхом добавки шших полімерів.
Піддатлива матриця, що заповнюе міжволоконний простір, передав напруження окремим волокнам і сприймае напруження, що діє у напрямку, відмінному від оріентацп волокон.
Властивості матриці визначаються, як правило, рівнем робочих температур, характером зміні властивостей КМ під дією температури, атмосферних та шших факторів, режимами одержання і переробки смол.
Для силових конструкщй широко використовують зв'язуюче на основі епоксидних смол, що мають високу адгезію до армуючих волокон, низьку гоюючесть, хімічну стійкість, досить висою мсханічні характеристики при номінальних температурах.
Для конструкцій, що довго працюють при температурах, вищих 200°С, епоксидне зв'язуюче замінюють найбільш термостійкими, в основному поліамідними, кремній органічними.
Крім основного компонента (смоли) до зв'язуючого залежно від його природи вводять різну кількюсть твердників, каталізаторів, пластифікаторв та пігментів, а для надання йому необхідної технолопчної в'язкості, яка сприяє доброму просоченню армуючих матеріалів, до зв'язуючого вводять розчинники або розріджувачі.
Суміш компонентів зв'язуючого називаеться компаундом.
Важливою технологічною характеристикою зв'язуючого є його життездатсть. тобто властивість зберігати певний час (від кількох хвилин до кількох діб) технологічну в'язкість у заданих межах. 3 часом із зв'язуючого випаровуються розчинники. При цьому підвищуеться в'язюсть компаунду, що знижуе його змочувальні характеристики, і, як наслідок, зменшюється співвідошення матриці та наповнювача у виробі При виборі розчинника слід враховувати швидкість просочення і загальний час технологичного циклу - час між приготуванням і заливкою двох порцій зв'язуючого. Технологічний цикл визначається масою приготованого зв'язуючого, а маса періодом зберігання заданої технологічної в'язкості зв'язуючого.
Технологія виготовлення - дуже важливий етап розробки конструкцій виробів з композиційних матеріалів. Від обраної технології, обладнання і :оснащення залежать вигляд обираного напіфабрикату, реалізація рівня характеристик, що закладається конструктором, стабільність одержання цих характеристик і об'ективність їхнього контролю. І, звичайно, сама конструкція без чіткого уявлення про технології її виготовлення не може бути створена.
Технологічний цикл виготовлення корпуав РДТП і відсіків із композиціних матеріалів структурно складається з наступних основних етапів: підготовки вихідних матеріалів, формоутворення конструкції і елементів,складально-механічних операцій, заключних операцій. Наведений перелік етапів не є жорстко регламентованим, при деяких технологіях можливе їхне суміщення або розділення.
Переглядів: 230