- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Порядок виконання роботи
Лабораторну роботу потрібно проводити в такій послідовності:
8.4.1 Ознайомитися з правилами техніки безпеки при виконанні лабораторної роботи.
8.4.2 Ознайомитися з оснащенням робочого місця.
8.4.3 Заміряти мікрометром розмір деталі, поверхня якої підлягає нарощуванню.
8.4.4 Залежно від потрібного виду покриття (гладке або пористе) і вживаного електроліту (гарячий або холодний) по рис. 5. вибрати катодну щільність струму Dк.
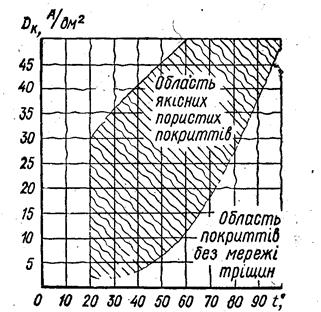
Рисунок 5 – Залежність якості покриттів при залізненні від щільності струму і температури електроліту.
8.4.5 Визначити площу нарощуваної поверхні S(дм2), після чого розрахувати значення сили струму по залежності:
I=Dк Ѕ, А (6)
8.4.6 Відповідно до вибраного режиму електролізу і заданої товщини покриття розрахувати тривалість процесу залізнення по залежності (7)
t=600∙γ∙h/DкCη, хв. (7)
приймаючи значення γ=7,8 г/см3; С=1,042 г/А∙год; η=0,80–0,95.
8.4.7 Підготувати деталі до нарощування: знежирити бензином, промити в гарячій воді, а потім в холодній, після чого провести ізоляцію місць тих, що не підлягають покриттю клеєм БФ –6. Поверхні що підлягають нарощуванню повторно знежирити віденським вапном, а потім промити проточною водою.
8.4.8 Завісити деталі на підвісне пристосування на анодну штангу і провести протравлення в електроліті із складом 365 г/л сірчаної кислоти (30%-ний розчин) і 10–20 г/л сірчанокислого заліза (FeSO4∙7H2O). При цьому катодами служать свинцеві пластини, площа яких в 4–5 разів більше площі поверхонь, що покриваються. Сталеві деталі обробити при анодній щільності струму 50–70 А/дм2 протягом 2–3 хв. при температурі 18–25оС. Після анодного протравлювання необхiдно деталі промити холодною, а потім гарячою водою і швидко перенести у ванну залізнення, в якій вони знаходяться без струму протягом 10–60с для вирівнювання температур електроліту і деталей.
8.4.9 Провести нарощування, заздалегідь визначивши параметри режиму електролізу за формулами 6 і 7 методичних вказівок. Процес залізнення починати при щільності струму, який дорiвнюе 10–25% від номінальної і продовжувати 0,5–1,0 хв., а потім протягом 5–10 хв. поступово довести до розрахункового значення.
8.4.10 Вийняти деталі з ванни, промити в гарячій воді (t=70–90оС), зняти ізоляцію, провести контроль якості нарощеного шару, використовуючи дані табл. 1.
Таблиця 1 – Дефекти залізнення, причини їх виникнення і способи усунення
| Характер дефекту | Причини | Способи дії |
| Горбисте покриття з нерівностями круглої форми | Надмірно висока щільність струму | Понизити щільність струму |
| Шорсткий покриття з нерівностями голкової форми | Забруднення електролiту анодним шлаком | Зачистити аноди і помістити їх в чохли |
| Розриви і розгортання покриття | Погане знежирення Неправильний режим анодної обробки | Поліпшити якість знежирення і травлення |
| Лущення покриття | Неправильний режим анодної обробки | Те ж |
| Надмірне зростання дендритiв на кромках деталей | Велика площа анодів і неправильне їх розташування | Правильно вибрати площу анодів і розташування екранів |
Результати розрахунків параметрів режимів електролітичного нарощування заліза, одержані при виконанні лабораторної роботи занести в табл. 2.
8.4.11 За допомогою мікрометра заміряти деталь після залізнення і визначити товщину нарощування по залежності:
h= (d–do)/2, (8)
де d– діаметр деталі після нарощування, мм;
do– діаметр зношеної деталі, мм.
8.4.12 Визначити фактичну швидкість залізнення по залежності:
V= 60∙h/t. (9)
Таблиця 2 – Характеристики процесу електролiзу
| Характеристика деталей | Характеристика процесу | Дійсна товщина нарощеного шару, h2 мм | ||
| Площа покритої поверхні, S дм2, | Розрахункова товщина покриття, h мм | Тривалість процесу, t хв. | Величина струму, I А | |
Записати значення прийнятих параметрів процесу:
- катодна щільність струму –Dк=
- вихід металу за струмом– η=
- електрохімічний еквівалент – С=
- щільність залiза– γ=
Читайте також:
- I. Аналіз контрольної роботи.
- I.1. Порядок збільшення розміру статутного капіталу АТ за рахунок додаткових внесків у разі закритого (приватного) розміщення акцій
- II. Вимоги безпеки перед початком роботи
- II. Вимоги безпеки праці перед початком роботи
- II.ТЕОРЕТИЧНІ ПИТАННЯ КУРСОВОЇ РОБОТИ
- III. Виконання бюджету
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
- III. ПОРЯДОК ПРОВЕДЕННЯ РОЗРАХУНКІВ КУРСОВОЇ РОБОТИ
- Internet. - це мережа з комутацією пакетів, і її можна порівняти з організацією роботи звичайної пошти.
- IV Етап: Вибір стратегії керування виявленими ризиками й виділення пріоритетних напрямків роботи
| <== попередня сторінка | | | наступна сторінка ==> |
| ЗАГАЛЬНI ПОЛОЖЕННЯ ТА ВКАЗІВКИ ДО ВИКОНАННЯ РОБОТИ | | | Короткі вказівки З техніКИ безпеки |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |