- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Призначення та класифікація поздовжньо – фрезерних верстатів.
Поздовжньо-фрезерні верстати призначені для обробки горизонтальних, вертикальних, похилих і фасонних поверхонь деталей торцевими, циліндричними і фасонними фрезами. Верстати випускають одно - і двох стійковими, з одним або декількома шпинделями.
Поздовжньо-фрезерні верстати мають робочий стіл, що здійснює лише повздовжнє переміщення. Головним рухом в поздовжньо-фрезерних верстатах є обертальний рух шпинделя бабок, а рухами подач – повздовжній рух столу і відповідні переміщення шпиндельних бабок. Окрім робочих рухів верстати мають зазвичай наступні допоміжні рухи: швидкі повздовжні переміщення столу; швидкі переміщення шпиндельних бабок; швидкий підйом або опускання траверси; переміщення гільз шпинделів кожної шпиндельної бабки для точної установки фрез на потрібну товщину шару, що зрізується; поворот будь-якої з шпиндельних бабок для установки фрези під потрібним кутом (у верстатів з поворотними шпиндельними бабками). Ширина столу повздовжньо – фрезерних верстатів знаходиться в межах 320–5000 мм, а довжина 1000–12 500 мм і більше. Кожен шпиндель приводиться в рух від окремого електродвигуна.
Сучасні повздовжньо – фрезерні верстати мають високу продуктивність. Машинний час при обробці скорочується в результаті високих швидкостей шпинделів, високих подач, великих тягових сил приводів подач і достатніх потужностей шпиндельних бабок. Допоміжний час скорочується в результаті механізації допоміжних операцій, при використанні дистанційного керування верстатом з одного підвісного пульта. У конструкціях верстатів передбачені можливість наладки з пульта управління будь-якого режиму роботи, дистанційне безступінчасте регулювання подач (для верстатів з шириною столу 500 мм і більше), затиск і відтискання переміщуваних вузлів, їх переміщення, механізоване прибирання стружки із зон різання і інші види механізації.
В повздовжньо – фрезерних верстатах нерухома станина являється основою, до якої в двох стійкових верстатах кріплять дві стійки без поперечини або з поперечиною, а в одно стійкових – одну стійку, що несе консольну траверсу.
Двох стійковий повздовжньо – фрезерний верстат з неповоротними шпиндельними бабками показаний на рис.17.1, одно стійковий верстат з неповоротною шпиндельною бабкою – на рис.17.2. Схеми компоновок одно стійкових і двох стійкових верстатів приведені на рис.17.3.
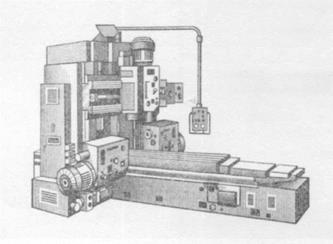
Рис. 17.1. Двох стійковий поздовжньо-фрезерний верстат.
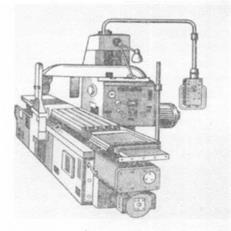
Рис.17.2. Одностійковий поздовжньо-фрезерний верстат.
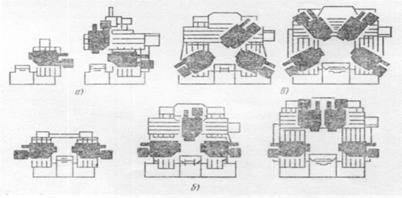
Рис.17.3. Схеми компоновок поздовжньо-фрезерних верстатів:
а – одно стійкових; б – двох стійкових з нерухомими шпиндельними бабками; в – двох стійкових з поворотними шпиндельними бабками.
2.Будова та основні вузли поздовжньо – фрезерних верстатів.
Двостояковий поздовжньо-фрезерний верстат (рис. 17.4) складається зі станини А, двох стояківБ, Й, стола3, траверсиГ,поперечки Д, двох фрезерних головокВ, Ж з горизонтальною віссю обертання шпинделя й двох фрезерних головокЕ, Є з вертикальною віссю обертання шпинделя.
Станина має горизонтальні напрямні для стола. В ній змонтовані механізми для поздовжнього зворотно-поступального переміщення стола з різною швидкістю.

Рис. 17.4. Двостояковий поздовжньо-фрезерний верстат:
А - станина; Б, И - стояк; В, Е. Є, Ж - фрезерна головка;
Г - траверса; Д - поперечка; 1 - шпиндель; 2 - фреза;
Dr - головний рух різання; Ds - рух подачі
Останньою ланкою кінематичного ланцюга є черв'ячно-рейкова передача. На станині закріплені два стояки.
Стіл призначений для базування й закріплювання заготовок, для виконання робочої подачі Ds й зворотного швидкого переміщення у початкову позицію.
На вертикальних напрямних стояків пересуваються (у вертикальному напрямку) фрезерні головки з горизонтальною віссю обертання шпинделя, а також траверса з двома фрезерними головками з вертикальною віссю обертання шпинделя. Щоб підвищити жорсткість, стояки вгорі з'єднані поперечкою.
Траверса обладнана окремим механізмом вертикального переміщення. Фрезерні головки Е і Є незалежно переміщаються по напрямних траверси в горизонтальному напрямку.
Кожна фрезерна головка має індивідуальний електродвигун, що передає обертальний рух на коробку швидкостей і далі на шпиндель (головний рух різання Dr). Крім обертального руху шпиндель отримує переміщення вздовж своєї осі, яке використовують під час виставлення фрези на задану глибину різання. Фрезерні головки можна встановлювати під потрібним кутом відносно поверхні стола.
Питання для самоперевірки
1.Класифікація поздовжньо - фрезерних верстатів.
2.Для яких технологічних операцій призначені верстати?
3.Чим відрізняється одностоякові поздовжньо – фрезерні верстати від двохстоякових ?
4.Класифікація рухів поздовжньо – фрезерних верстатів?
5.Основні розміри поздовжньо – фрезерних верстатів.
Тема 18: Поперечно-стругальний верстат моделі 7Е35.
Література: [16] c. 248-250; [17] c. 178-180
Студенти повинні знати:
1. Призначення та область застосування поперечно – стругальних верстатів.
2. Будову та основні вузли поперечно - стругальних верстатів.
3. Кінематику рухів поперечно - стругальних верстатів.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці поперечно - стругальних верстатів.
Поперечно-стругальні верстати призначені для обробки плоских і фасонних поверхонь, а також пазів на заготовках з довжиною обробки до 1000 мм. Їх переважно використовують в інструментальних і ремонтних цехах.
Поперечно-стругальний верстат (рис.18.1) складається з фундаментної плити А, литої станиниБ, повзунаЕ, столаГ, поперечки В і супорта Д.
На фундаментній плиті закріплена станина.
У горизонтальних напрямних станини переміщається супорт, а по вертикальних напрямних - поперечка разом зі столом. У станині змонтована коробка швидкостей з кулісним механізмом (або гідропривід), який забезпечує зворотно-поступальний рух повзуна.
На лівому торці повзуна закріплений супорт. Повзун із супортом, переміщаючись вперед, виконує головний рух різання Dr , а переміщаючись назад - зворотний хід.
Супорт має відкидний різцетримач 1 і вертикальні напрямні з гвинтовою передачею. Їх можна встановлювати під потрібним кутом в разі обробки нахилених площин. Переміщення рухомої частини супорта разом з різцетримачем використовують як рух вертикальної подачі Ds в чи подачі під заданим кутом Ds к, а також як допоміжний рух для налаштовування різця на задану глибину різання. Відкидний різцетримач дозволяє різцю легко ковзати по обробленій поверхні заготовки під час зворотного ходу повзуна, завдяки чому різець і оброблена поверхня не зазнають пошкоджень.
Вертикальну подачу можна також виконувати, переміщаючи поперечку зі столом по напрямних станини. Переважно таке переміщення використовують для підведення заготовки у початкове положення перед обробкою.
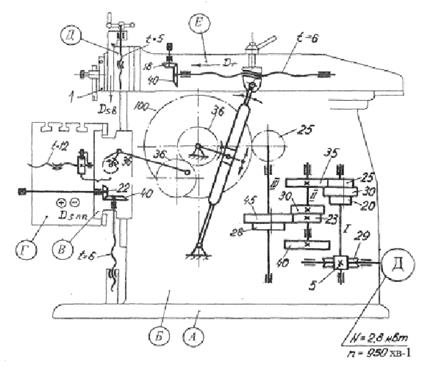
Рис. 18.1. Поперечно-стругальний верстат і його кінематична схема:
А - фундаментна плита; Б - станина; В - поперечка; Г - стіл;
Д — супорт; Е - повзун; 1 - відкидний різцетримач
На столі з Т-подібними пазами закріплюють оброблювану заготовку безпосередньо або в машинних лещатах. Під час обробки горизонтальних поверхонь стіл пересувається автоматично по горизонтальних напрямних поперечки, виконуючи поперечну подачу Ds п.
Частота подвійних ходів повзуна регулюється ступенево коробкою швидкостей. Рух від електродвигуна Д з частотою обертання п = 950 хв-1. передається на п'ятизахідний черв'як 5, а далі на вал І через черв'ячне колесо з кількістю зубців 29. За допомогою потрійного пересувного блоку зубчастих коліс 25 -30 - 20 і нерухомо закріплених коліс 35, 30, 40 вал II отримує три частоти обертання. Від нього через колеса 23, 40 і подвійний пересувний блок 45 - 28 на вал III й колесо 25 передається шість частот обертання. Таку саму кількість частот отримує кулісне колесо 100.
Кулісний механізм призначений для перетворення обертального руху кулісного колеса 1 (див. рис. 18.2, а також рис. 18.1) у зворотно-поступальний рух повзуна 2. Механізм складається з куліси 3, пальця куліси 4, змонтованого в радіальних напрямних колеса, і каменя 5, вільно посадженого на палець. Бічними гранями камінь контактує з прорізом куліси. Верхній кінець куліси шарнірно з'єднаний з повзуном, а в проріз нижнього її кінця входить камінь 6, посаджений на нерухомий палець 7. За кожен оберт кулісного колеса куліса робить два хитних рухи, а повзун відповідно - один подвійний хід. Щоб забезпечити верхньому кінцю (шарніру) куліси прямолінійний рух (а не рух по дузі), необхідно мати додаткове переміщення куліси вздовж її поздовжньої осі відносно каменя 6. Для цього в нижній частині куліси зроблений проріз.
Довжину ходу повзуна регулюють, змінюючи радіус траєкторії пальця куліси. З цією метою палець пересувають у радіальних напрямних кулісного колеса за допомогою гвинта 8 і гайки, нарізаної в пальці.
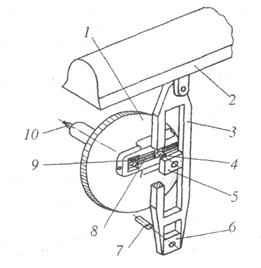
Рис. 18.2. Кулісний механізм:
1 - кулісне колесо; 2 - повзун; 3 - куліса; 4 - палець куліси;
5, 6 - камінь; 7 - палець; 8 - гвинт;
9 - зубчаста передача конічними колесами; 10 – вал
Обертання на гвинт передають від вала 10 через зубчасту передачу конічними колесами 9. Крім регулювання довжини ходу іноді потрібно регулювати виліт повзуна. Цього досягають, обертаючи хвостовиком зубчасте колесо 18, далі колесо 40 і гвинт з кроком t = 6 мм. Підшипники гвинта закріплені в повзуні. Тому гвинт, обертаючись в нерухомій гайці, переміщається відносно неї разом з повзуном управо або вліво.
Механізм поперечної подачі приводиться в рух від зубчастого колеса 1 (див. рис. 18.2, а також рис. 18.1), що обертається разом з кулісним колесом 100. Колесо 1 (z = 36) обертає колесо 2 (z = 36), у радіальному пазі якого закріплений палець 3 шатуна 4. Шатун приводить у хитний рух важіль 5 і підпружинену заскочку 6. Вона, упираючись у зубець храпового колеса 7, повертає гвинт 8 на певний кут, внаслідок чого гайка гвинта переміщується разом зі столом, виконуючи рух поперечної подачі Ds п. Завдяки несиметричній формі заскочки вона під час прямого ходу впирається у зубець храпового колеса, а під час зворотного ходу проскакує через зубці храпового колеса, не повертаючи його.
Регулювати величину подачі можна двома способами. Перший полягає у закриванні щитком 9 частини зубців храпового колеса. У цьому випадку заскочка входить у контакт з найближчим зубцем храпового колеса після її сходження зі щитка. Другий спосіб регулювання подачі (без застосування щитка) передбачає зміну радіуса траєкторії пальця 3. Переміщаючи палець уздовж радіального паза колеса 2, збільшують або зменшують радіус його траєкторії, внаслідок чого збільшується або зменшується кут хитання важеля і водночас кут повороту гвинта. Напрям подачі можна змінити, повернувши заскочку в гнізді важеля на 180°. Щоб припинити рух подачі, заскочку повертають на 90°.
Питання для самоперевірки
1.Розшифрувати модель верстата 7Е35.
2.Область застосування поперечно – стругальних верстатів.
3.Будова поперечно – стругальних верстатів.
4.Основні та допоміжні рухи в поперечно – стругальних верстатах.
5.Призначення та будова кулісного механізму.
Тема 19: Поздовжньо-стругальний верстат моделі 7212.
Література: [16] c. 177-178 .
Студенти повинні знати:
1. Призначення та область застосування поздовжньо – стругальних верстатів.
2. Будову та основні вузли двох стійкових поздовжньо - стругальних верстатів.
3. Кінематику рухів поздовжньо - стругальних верстатів.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці поздовжньо - стругальних верстатів.
Поздовжньо-стругальні верстати призначені переважно для обробки плоских поверхонь важких і довгих заготовок. Двостояковий поздовжньо-стругальний верстат (рис. 19.1) складається зі станини А, стола3, траверсиГ, двох стояківБ і И, поперечки Д, двох верхніх супортів Е і Є та двох бічних В і Ж супортів. Станина, стояки й поперечка утворюють замкнуту жорстку систему, завдяки чому можна знімати стружку великого перерізу. В горизонтальних напрямних станини рухається стіл із заготовкою або з кількома однаковими заготовками, виконуючи головний рух різання Dr і зворотний хід.
Прямолінійний зворотно-поступальний хід він отримує від спеціального електродвигуна постійного струму, який передає задану частоту обертання на редуктор і далі на рейкову передачу. Рейка закріплена до стола знизу. Довжина стола досягає до 15 000 мм. Швидкість його переміщення можна плавно регулювати в заданих межах. Величина ходу стола також регулюється спеціальними упорами.
По вертикальних напрямних стояків угору або вниз пересувається траверса разом із верхніми супортами. Їх відстань від поверхні стола вибирають залежно від висоти заготовки. Верхні супорти можуть незалежно рухатись по горизонтальних напрямних траверси. Від окремої коробки подач і окремого електродвигуна вони отримують пришвидшене переміщення, необхідне для підведення і відведення різця від заготовки і дискретну робочу горизонтальну подачу Ds г. Бічні супорти рухаються незалежно по вертикальних напрямних стояків від окремого електродвигуна і коробки подач. Кожен із них може рухатись в режимі швидких переміщень або в режимі вертикальної Ds в подачі. Всі супорти мають поворотні напрямні для обробки нахилених площин і незалежне переміщення різця вздовж напрямних переважно для регулювання глибини різання. На супортах встановлені відкидні різцетримачі, які на початку зворотного ходу автоматично піднімають різці над обробленою поверхнею.
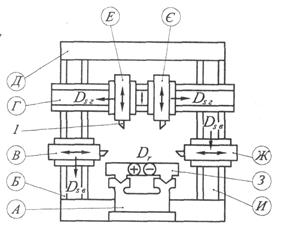
Рис. 19.1. Поздовжньо-стругальний верстат:
А — станина; Б, И - стояк; В, Ж - бічний супорт; Г - траверса;Д - поперечка; Е, Є - верхній супорт; 3 - стіл; 1 - різець;Dr - головний рух різання; Ds г - рух горизонтальної і Ds в – рух вертикальної подач
Всі супорти можуть виконувати горизонтальну й вертикальну подачі. Наявність чотирьох супортів дозволяє одночасно обробляти декілька поверхонь, що істотно підвищує продуктивність верстата.
Питання для самоперевірки
1.Розшифрувати модель верстата 7212.
2.Область застосування поздовжньо – стругальних верстатів.
3.Будова поздовжньо – стругальних верстатів.
4.Основні та допоміжні рухи в поздовжньо – стругальних верстатах.
Тема 20: Довбальні верстати.
План
1. Класифікація довбальних верстатів.
2. Призначення, технічна характеристика і будова верстата моделі 7Д430.
3. Кінематика рухів верстата моделі 7Д430.
Література: [18] c. 228-232.
Студенти повинні знати:
1. Класифікацію довбальних верстатів.
2. Розшифровку моделі верстата 7Д430.
3. Призначення та будову верстата.
4. Технічну характеристику верстата.
5. Класифікацію рухів верстата.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці верстата моделі 7Д430 для обробки заданої заготовки.
| <== попередня сторінка | | | наступна сторінка ==> |
| Кінематика рухів верстата моделі 2В56. | | | Класифікація довбальних верстатів. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |