РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
G76 X... Z... S... /D...
Кадр програми ЧПК.
Адреси.
Опціональні адреси.
Опис.
Вказівки по програмуванню.
Цикл торцевого чорнового обточування - паралельно осям G76.
За допомогою команди G76 можна програмувати чорновий цикл для попереднього обточування виробів із прямокутним контуром. Він може використатися як для зовнішньої, так і для внутрішньої обробки.
G76 X... Z... S... /D...
[І...] [К...] [H…W… ] [C...V...] [L...]
X, Z координати кінцевої точки,
S кількість запрограмованих проходів - альтернативно може програмуватися адреса D.
D глибина різання, альтернативно може програмуватися адреса S При відпрацьовані циклу глибина різання може відхилятися від запрограмованого значення D в залежності від опціональних адрес С, V і L.
І, К припуски на чистову обробку по X (щодо радіуса) і Z
H.W ламання стружки (цикл торцевого чорнового обточування G66).
Адреса Н визначає довжину відрізка в напрямку X, після проходження якого рух подачі переривається для ламання, стружки; адреса W визначає відрізок, на який відводиться інструмент. Ці адреси повинні програмуватися разом.
С дегресія підведення (малюнок G7б.2).Під адресою С . програмується значення, на яке варто зменшити глибину різання на наступний прохід. При програмуванні адреси С необхідно програмувати адреси D і V,
V мінімальна глибина різання (малюнок G76.2). Адреса V визначає мінімальну глибину різання. Таким способом глибина D зменшується завдяки дегресії С до значення V При програмуванні V варто також програмувати адреси D і С.
L оптимізація залишкової стружки (малюнок G76 З).
Під адресою L програмується відсоток від значення глибини різання D (ціле число від 1. до 100). У цьому випадку керування збільшує глибину різання для зняття залишкової стружки при чорновій обробці на значення, запрограмоване, під адресою L. Завдяки цьому деталь може бути оброблена до кінцевого розміру з економією одного робочого проходу.
При виклику циклу стартова точка задана поточною позицією інструмента. З урахуванням припусків на чистову обробку І і К у результаті обточування прямокутної поверхні створюється прямокутний контур. Кількість необхідних проходів програмується адресою S або обчислюється керуванням з даних підведення D і опціональних адрес С, V і L.
Подача й швидкість різання повинні програмуватися в попередньому кадрі програми ЧПК.
До початку циклу інструмент необхідно підвести в точку з координатами:
Х – на 1 -2 мм від оброблюваної поверхні;
Z – на рівні торця оброблюваної поверхні.
Після виконання циклу різець повертається в точку початку циклу.
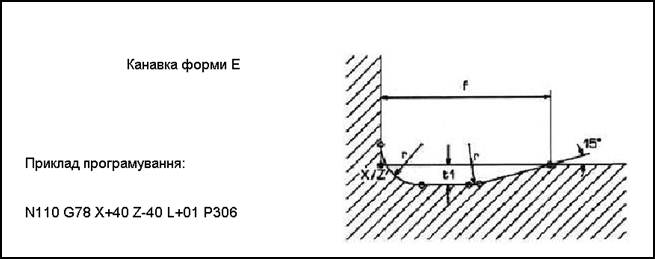
Рисунок G78.1
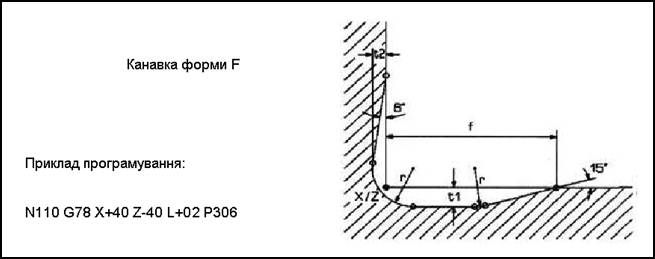
Рисунок G78.2
Функції:
Читайте також:
| <== попередня сторінка | | | наступна сторінка ==> |
| Правила безпеки при проведення лабораторних робіт. | | | Примітка. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |