РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
G87 X... Z... І...
X, Z координати кутової точки, у якій відбувається заокруглення. Керування визначає позицію заокруглення, по квадранту й поточній позиції інструмента.
І радіус заокруглення.
Якщо цикл G87 програмується в рамках послідовності контурних, елементів, то окремі контурні елементи відпрацьовуються від стартової точки. Якщо контурний елемент перед радіусом заокруглень паралельний вісі Х або Z, то його не треба програмувати, тому що від. уже визначений координатами кутової точки циклу (рисунок G87.1 і G87.2).
Якщо інструмент підводити для обробки радіуса заокруглення окремо, то варто звернути увагу на його поточну позицію. Керування розраховує. «напрямок» радіуса на підставі контуру підведення. В якості контуру підведення інтерпретується паралельний осям контурний елемент, віддалений від лінії, стартова точка - кутова точка контуру, менш чим на 45 градусів (пряма підведення). Тобто , перед викликом циклу інструмент повинен перебувати у середині області підведення 45 градусів (порівняй рисунок G87.3)
Цикл G87 X… Z… І… може бути замінений за допомогою програмування контуру загальними командами
G01X… Z… С+ або G71X… Z… С+
і наступним елементом.
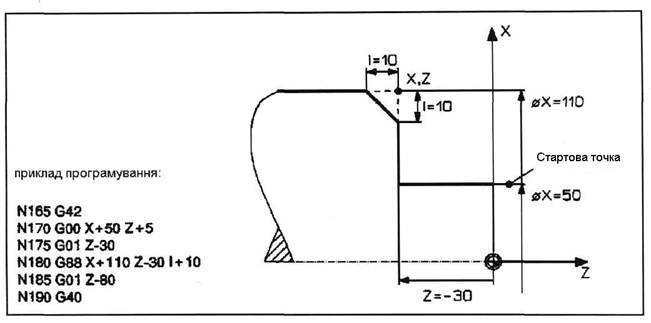
Рисунок G88.1 фаска оброблюється з контурним елементом що граничать
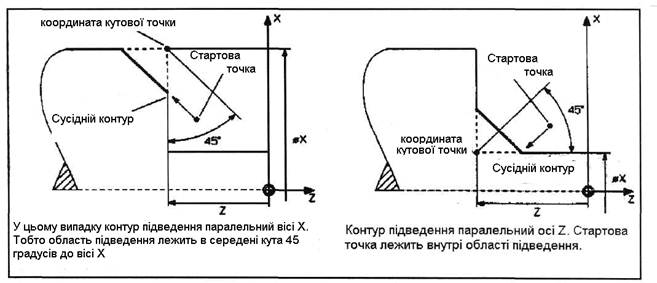
Рисунок G88.2 область підведення у внутрішніх і зовнішніх кутів при окремій обробці фаски
| <== попередня сторінка | | | наступна сторінка ==> |
| Функція | | | Функція |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |