РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Плазмове напилювання.
Для розплавлювання і переносу металу на поверхню деталі тут використовуються теплові і динамічні властивості плазмового струменя (рис. 11.4). У якості плазмоутворюючого газу застосовують азот, що дає змогу одержати температуру 10000... 15000 С.
Напилюваний матеріал у виді порошку вводиться в сопло плазмотрона з дозатора за допомогою транспортуючого газу (азоту). Дозатор визначає витрата порошку і, отже, продуктивність процесу напилювання. Витрата порошку можна плавно регульований у межах від 3 до 12 кг/ч. Потрапляючи в плазмовий струмінь, металевий порошок розплавляється і, що захоплюється плазмовим струменем, наноситься на поверхню деталі, утворюючи покриття.
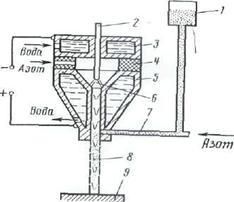
Рис.11.4 Схема плазмового напилювання.
1-порошковий дозатор, 2-вольфрамовий катод, 3-сорочка водяного охолодження,
4-ізоляційна прокладка, 5-сопло плазмотрона, 6- електрична дуга,
7-трубка подачі порошку, 8-металоплазменная струмінь,
9-напилювана поверхня.
Основними перевагами плазмового напилювання є висока продуктивність процесу (до 12 кг/год), більш висока, ніж при інших способах напилювання, фізико-механічні властивості покриття (наприклад, зносостійкість у 1.5... 2 рази вище, ніж у загартованої сталі 45), можливість нанесення покрить з будь-яких сплавів, повна автоматизація процесу напилювання. Міцність зчеплення покриття з деталлю вище, ніж при інших способах напилювання, але вона все-таки не перевищує 400...450 кгс/смпри випробовуванні на відрив.
Деякі матеріали, що використовують для напилення.
У якості напилювальних матеріалів при відновленні автомобільних деталей застосовують дріт або порошкові сплави. При газополу-меневому і електродуговому напилюванні звичайно використовується дріт. Дріт із средньовуглецевої сталі застосовують при відновленні посадкових поверхонь на сталевих і чавунних деталях. Для деталей, що працюють в умовах тертя, рекомендується застосовувати сталевий дріт з підвищеним вмістом вуглецю.
При плазмовому і детонаційному напилюванні застосовують порошкові сплави. Для одержання зносостійких покрить рекомендується застосовувати, порошкові сплави на основі нікелю чи більш дешеві слави на основі заліза з високим вмістом вуглецю. Сплави на основі нікелю мають високі технологічні й експлуатаційні властивості. Наявність у їхній структурі твердих складових (карбідів і боридів) і порівняно м'якої основи (твердого розчину) дозволяє одержувати покриття з високими експлуатаційними властивостями.
Читайте також:
| <== попередня сторінка | | | наступна сторінка ==> |
| Детонаційне напилювання. | | | Лекція _____ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |