РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Фрезерування.
1. Оброблення на шліце- чи зубофрезерних верстатах шнековою фрезою методом обкочування (неавтоматизоване серійне виробництво). Висока працемісткість (v = 20 … 30 м/хв., s = 20 мм/хв.). Залежно від точності – один чи два робочі ходи. Використання багатозахідної фрези (вища продуктивність, низька точність оброблення). Наскрізне фрезерування дисковою фрезою. Технологічні бази – поверхні центрових отворів. Заготовки з короткими опорними шийками, до яких безпосередньо виходять шліци (їх не можна встановлювати в центри, оскільки хомутик не дає виходу фрезі), базуються по шліфованій опорній шийці у спеціальній оправці зі зворотнім конусом (рис. 3.11).
2. Попереднє фрезерування фасонними дисковими фрезами і чистове фрезерування бокових поверхонь шліців торцьовими фрезами, спорядженими твердосплавними пластинами (прямо бічні шліци) (рис. 12). Режими різання при обробленні валів з середньовуглецевої сталі: v = 30 … 35 м/хв., s = 190 мм/хв. (чорнове оброблення), v = 180 м/хв., s = 0,55 мм/хв. (чистове оброблення). Горизонтальні поздовжньо-фрезерні верстати з використанням ділильних пристроїв. Продуктивність, порівняно з обробленням на шліцефрезерних верстатах, вища у 3-4 рази.

| 
|
| Рис. 3.11. Схема наскрізного фрезерування шліців з використанням оправки зі зворотним конусом. | Рис. 3.12. Схема фрезерування шліців фасонною фрезою: а) – попереднє оброблення; б) – чистове оброблення бокових поверхонь шліців. |
Технологічний маршрут виготовлення шліців методом фрезерування:
1. Вали, які підлягають гартуванню, і шліци котрих центруються по зовнішньому діаметру:
а) попереднє шліфування зовнішньої поверхні ступені вала;
б) фрезерування шліців;
в) термічне оброблення;
г) чистове шліфування зовнішньої поверхні ступені вала;
д) шліфування бокових поверхонь шліців.
2. Такі ж вали, але які не підлягають гартуванню:
а) чистове шліфування зовнішньої поверхні ступені вала;
б) фрезерування шліців.
3. Вали, шліци котрих центруються по внутрішньому („меншому”) діаметрі:
а) попереднє шліфування зовнішньої поверхні ступені вала;
б) фрезерування шліців;
в) фрезерування канавок для виходу круга (якщо вони не оброблені на попередній операції);
г) термічне оброблення;
д) шліфування бокових поверхонь і внутрішнього діаметру шліців.
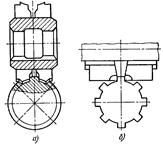
Струганнявиконують набором фасонних різців, зібраних у головку (рис. 3.13). Кількість подвійних ходів головки визначається глибиною шліцевої канавки і прийнятою глибиною різання за один робочий хід. За кожен подвійний хід різці сходяться радіально на задану величину подачі. Різці у головці загострюють комплектно у спеціальному пристрої.
Великосерійне і масове виробництво. Наскрізні і глухі шліци. Можна обробляти вали діаметром 20 ... 50 мм довжиною до 435 мм з довжиною оброблюваної частини 70 ... 370 мм. Верстат мод. МА4. Оброблення шліців на валах, які мають уступи діаметром на 25 ... 30 мм більші за оброблюваний (унікальність методу!). Параметр шорсткості Ra = 2,5 ... 1,25 мкм.
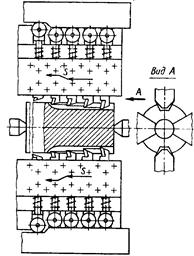
3. Протягування(рис. 3.14) проводиться двома блочними протяжками одночасно двох діаметрально розташованих впадин с подальшим поворотом вала. Блок протяжки складається з набору різців-зубців, які можуть незалежно переміщуватися у радіальному напрямі. Наскрізні і глухі шліци. Продуктивність (як і стругання) – до 8 разів вища за фрезерування.

| 
|
| Рис. 3.13. Різцева головка шліцестругального верстату. | Рис. 3.14. Схема протягування шліців на валах. |
4. Накатування виконується роликами, рейками і багато роликовими профільними головками (рис. 3.15). Підвищена міцність (ущільнення шару металу – наклеп) (до 20% порівняно з механічним обробленням). В основному – евольвентні шліци (для прямо бічних значно ускладнюється профіль робочих поверхонь інструментів).

Рис. 3.15. Схеми накатування шліців: а) – круглими роликами, б) – рейками, в) - багатороликовою головкою.
Продуктивність (як і стругання) – до 10 разів вища за фрезерування. Краще оброблюються вали з великою кількістю шліців (не менше 18) – процес накатування проходить рівномірніше.
Читайте також:
| <== попередня сторінка | | | наступна сторінка ==> |
| Методи оброблення шпонкових канавок і шліців. | | | Методи нарізання різі на валах. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |