МАРК РЕГНЕРУС ДОСЛІДЖЕННЯ: Наскільки відрізняються діти, які виросли в одностатевих союзах
РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
Контакти
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Припуски на чистове розточування
| Діаметр отвору, мм | Припуск на діаметр при довжині, мм | Допуск на діаметр, мм | ||||
| до 25 | 25...63 | 63...100 | 100...160 | 160...250 | ||
| До 10 | 1,0 | 1,1 | 1,0 | - | - | + 0,20 |
| 10...18 | 1,2 | 1,3 | 1,3 | - | - | + 0,24 |
| 18...30 | 1,3 | 1,3 | 1,4 | 1,4 | - | + 0,28 |
| 30...50 | 1,4 | 1,4 | 1,4 | 1,5 | 1,5 | + 0,34 |
| 50...80 | 1,5 | 1,6 | 1,6 | 1,7 | 1,8 | + 0,40 |
| 80...120 | 1,7 | 1,7 | 1,8 | 1,8 | 1,9 | + 0,46 |
| 120...180 | 1,9 | 1,9 | 1,9 | 2,0 | 2,1 | + 0,53 |
Таблиця 3.4
Припуски і допуски на внутрішнє шліфування*
| Номінальний діаметр отвору, мм | Припуск на діаметр при довжині, мм | Допуск на діаметр, мм | |||
| до 63 | 63...100 | 100...160 | 160...250 | ||
| До 10 | 0,2/0,3 | - | - | - | +0,10 |
| 10...18 | 0,3/0,3 | 0,3/0,4 | - | - | +0,12 |
| 18...30 | 0,4/0,4 | 0,4/0,4 | 0,4/0,4 | - | +0,14 |
| 30...50 | 0,4/0,4 | 0,4/0,5 | 0,4/0,5 | 0,4/0,5 | +0,17 |
| 50...80 | 0,5/0,5 | 0,5/0,5 | 0,5/0,5 | 0,5/0,6 | +0,20 |
| 80...120 | 0,5/0,5 | 0,5/0,6 | 0,5/0,6 | 0,5/0,6 | +0,23 |
| 120...180 | 0,6/0,6 | 0,6/0,6 | 0,6/0,6 | 0,6/0,7 | +0,10 |
Примітка.* - у чисельнику для негартованих деталей, у знаменнику - для гартованих
Приклад 3.1.Вибрати припуски на обробку різанням при виготовленні пальця (рис.3.2) і розрахувати граничні розміри заготовки.
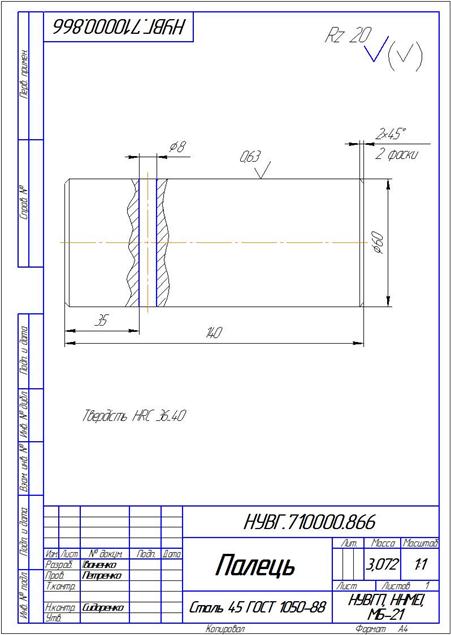
Рис. 3.2. Робоче креслення пальця
Розв’язок
1. Аналіз конструкції деталі: деталь - тіло обертання з зовнішньою гладкою циліндричною поверхнею і наскрізним отвором.
2. Порядок обробки наведено у табл.3.5.
Таблиця 3.5
Читайте також:
- ЛЕКЦІЯ 10 Припуски на механічну обробку
- Припуски на обробку зовнішніх циліндричних поверхонь
- Розточування
- Чистове оброблення заготовок станин.
| <== попередня сторінка | | | наступна сторінка ==> |
| Припуски на обробку зовнішніх циліндричних поверхонь | | | Порядок обробки пальця |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |