РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Напрямні елементи пристроїв
При виконанні деяких операцій механічної обробки (свердління, розточування) жорсткість різального інструменту і технологічної системи в цілому виявляється недостатньою. Для усунення відтискання інструменту використовують напрямні елементи. Вони повинні бути точними, зносостійкими і при великій виробничій програмі — змінними. Такими елементами пристроїв є кондукторні втулки для свердлильних і розточувальних пристроїв.
Конструкція і розміри кондукторних втулок для свердління стандартизовані. Втулки бувають постійні (рис.4.30, а) й змінні (рис.4.30, б). Постійні втулки застосовують у дрібносерійному виробництві при обробці отвору одним інструментом. Змінні втулки використовують у масовому і великосерійному виробництві. Швидкозмінні втулки із замком (рис.4.30, б) уживають при обробці отвору декількома послідовно змінюваними інструментами. Змінні й швидкозмінні втулки вставляють у постійні втулки, які запресовують у корпус пристрої.
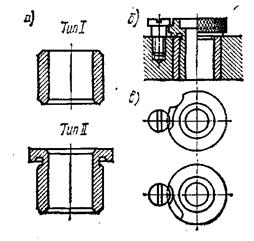
Рис.4.30 – Схеми кондукторних втулок
При діаметрі отвору до 25мм втулки виготовляють зі сталі марки В10А, гартують до твердості HRC60...65, при діаметрі отвору понад 25мм - зі сталі 20 (20Х) з цементацією і загартуванням до тієї ж твердості.
Орієнтований термін служби кондукторних втулок 10...15 тис. свердлінь.
Якщо інструменти направляються у втулці не робочою частиною, а циліндричними центрувальними ділянками, отвір втулки виконують з допусками за системою отвору. Для визначення граничних розмірів отвору допуски на діаметр інструменту приймають за відповідними ДСТУ. Ексцентриситет зовнішньої поверхні втулки стосовно отвору не повинен перевищувати 0,005мм. Між нижнім торцем втулки і поверхнею заготовки залишають зазор від 1/3d до d, а при свердленні глибоких отворів у сталі - до 1.5d (тут d— діаметр оброблюваного отвору). Посадкові поверхні втулок обробляють шліфуванням (Rа=1>25...0,32мкм). Поверхню отвору для проходу інструменту обробляють (Rа=0,32...0,08мкм) для підвищення терміну служби втулки.
Приклади спеціальних втулок наведені на рис.4.31. На рис. 4.31, а показана втулка для свердлення отворів на похилих поверхнях; подовжену швидкозмінну втулку (рис.4.31, б) застосовують, якщо обробляють отвір у поглибленні заготовки; при малій відстані між осями отворів використовують зрізані втулки (рис.4.31, в) чи одну блокову (рис.4.31, г).
Для напрямку борштанг (розточувальних оправок) застосовують нерухомі й обертові втулки. На рис. 4.32, а наведена конструкція обертової втулки, поверхня ковзання якої захищена від стружки. На рис.4.32, б показана втулка, яка вмонтована на підшипниках кочення. В обох конструкціях на внутрішніх поверхнях прорізаний паз для шпонки борштанги; цим забезпечується примусове обертання втулок. Для полегшення влучення шпонки в паз втулки останню часто виконують зі скошеними крайками чи плаваючу. На внутрішній поверхні втулки часто передбачають пази для проходу виступаючих резців-бортштанги.
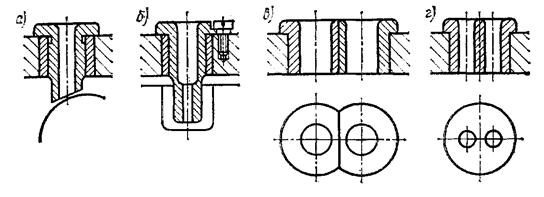
Рис.4.31 - Приклади спеціальних втулок
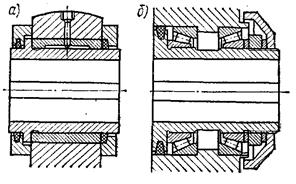
Рис.4.32 – Схеми нерухомої (а) і обертової (б) втулок
До направляючих елементів пристроїв відносяться також копіри, які застосовують при обробці фасонних поверхонь складного профілю. Їх завдання - направляти різальний інструмент по оброблюваній поверхні заготовки для одержання заданої траєкторії їх руху.
4.4 Ділильні й поворотні елементи пристроїв
Ділильні й поворотні пристрої в багатопозиційних пристроях служать для зміни положення оброблюваної заготовки відносно робочого інструменту.
Ділильний пристрій складається з диска, що закріплюється на поворотній частині пристрої, і фіксатора. Конструкції фіксаторів показані на рис.4.33. Кульковий фіксатор (рис.4.3, а) найбільш простий, але не забезпечує високої точності кута повороту і не сприймає моменту від сили різання. Поворотну частину встановлюють у задане положення вручну до клацання при западанні кульки в гніздо. Фіксатор з витяжним циліндричним пальцем (рис.4.33, б) може сприймати момент, але він не забезпечує розподіли з високою точністю через зазори в рухомих з'єднаннях. Дещо більшу точність дає фіксатор з конічним заточенням витяжного пальця (рис.4.33, в).
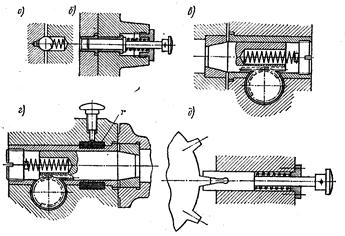
Рис.4.33 – Конструкції фіксаторів
Для усунення радіального зазору вводять гідропластову втулку  (рис.4.33, г), застосовують клинові фіксатори і фіксатори з прорізом (рис.4.33, д). Керують фіксатором за допомогою витяжної кнопки, рукоятки, закріпленої на рейковому колесі, чи педального пристрою.
(рис.4.33, г), застосовують клинові фіксатори і фіксатори з прорізом (рис.4.33, д). Керують фіксатором за допомогою витяжної кнопки, рукоятки, закріпленої на рейковому колесі, чи педального пристрою.
У ділильному пристрою для фрезерного верстата (рис.4.34) фіксатор 4зблокований з повертаючою собачкою 2. При зворотно-поступальному русі столу вони приводяться в дію від нерухомого упора 3. Упор 1 попереджає поворот ділильного диска 5 у зворотну сторону.
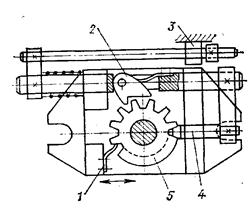
Рис.4.34 – Схема ділильного пристрої для фрезерного верстата
Для зменшення обертального моменту в пристроях горизонтального типу центр ваги поворотної системи (включаючи заготовку) повинен лежати на осі обертання. Цього досягають відповідним компонуванням пристрою і установкою коригувальних противаг. У пристроях з вертикальною віссю вага важкої поворотної системи сприймає упорний підшипник кочення.
На рис.4.35 показана конструкція столу, верхня частина якого повертається на необхідний кут при підйомі на упорному шарикопідшипнику. Підйом здійснюють різними механічними пристроями (як показано на рисунку) або пневмоциліндром. При опусканні стіл «сідає» на торцеву площину основи і щільно до нього притискається. Застосовуючи упорні шарикопідшипники, можна в кілька разів зменшити момент тертя при обертанні поворотної частини пристрою.
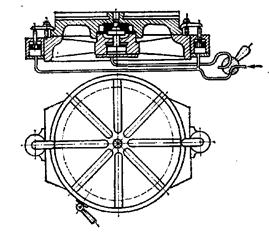
Рис.4.35 - Конструкція столу
На рис.4.36 показаний механічний притискний пристрій столу, зблокований з фіксатором. Обертанням рукоятки 4 за годинниковою стрілкою вводять рейковий фіксатор 5, одночасно стискаючи розрізне конічне кільце 1, і поворотна частина 2 столу притягається до основи 3. При зворотному обертанні рукоятки фіксатор виводиться з гнізда, затягування кільця послабляється і стіл можна повернути.

Рис.4.36 - Механічний притискний пристрій столу
| <== попередня сторінка | | | наступна сторінка ==> |
| Затискні елементи пристроїв | | | Корпуси пристроїв |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |