- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Drawing Dies
Metal drawing dies, in manufacturing industry, are usually made of cemented carbides or tool steels. Mandrels for tube drawing are often made of similar materials as the die. Occasionally diamond die are employed to form extremely thin wire. As the work transverses the mold it passes through different sections. The die's first section is a bell curved opening. This area does not contact the work, but helps filter lubricant into the mold and allows for adequate entry of the work into the mold without damage from die edges. Next, the forming of the work occurs in the approach section. The approach angles down the cross sectional area, connecting with the next section, the bearing surface. Bearing surface, also known as land, holds the precise geometric cross section for a length of the draw. This acts as a sizing operation, ensuring tight tolerances. The last section is the exit zone, this is a steeply angled section similar to the entry zone. Exit zones are used to protect drawn work from the edges of the die.
Figure:237 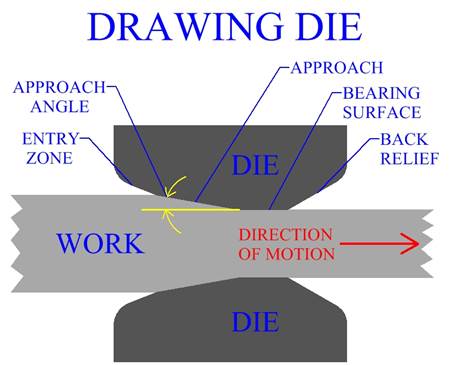
|
| <== попередня сторінка | | | наступна сторінка ==> |
| | | Defects In Metal Drawing |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |