- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Розрахунок похибки встановлення заготовки. Визначення зусилля затиску і основних параметрів затискного пристрою
Визначимо похибку встановлення заготовки при виконанні 025 токарної операції з ЧПУ. При виконанні операції розточується внутрішня циліндрична поверхня діаметром 60 мм і 61 мм, сфера R58. Заготовка закріплюється в трьохкулачковому патроні за зовнішню поверхню діаметром 14 мм. та в люнеті за зовнішню поверхню діаметром 67мм. Зовнішня циліндрична поверхня є подвійною напрямною базою, яка позбавляє заготовку п’яти ступенів свободи. Шостої ступені свободи заготовка позбавляється за рахунок затиску.
Похибка операційного розміру складається з похибки встановлення заготовки і визначається за формулою
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| КП15.020214.100ПЗ |
 , ( 3.14 )
, ( 3.14 )
де  - похибка базування заготовки, мкм;
- похибка базування заготовки, мкм;
 – похибка закріплення заготовки, мкм;
– похибка закріплення заготовки, мкм;
 – похибка пристосування.
– похибка пристосування.
В нашому випадку = 0, тому що при закріпленні заготовки дотримується принцип суміщення баз.
Похибка закріплення  = 0, тому що заготовка під дією зусилля затиску не деформується і не зміщується.
= 0, тому що заготовка під дією зусилля затиску не деформується і не зміщується.
Похибка пристосування складається з похибки виготовлення пристосування, похибки зношення та похибки встановлення пристрою на верстаті.
Похибку виготовлення приймаємо  = 0, 02.
= 0, 02.
Похибка зношення = 0, тому що пристосування виготовлене з достатньою точністю.
Визначаємо підсумкову похибку при виконанні операції:
 ( 3.15 )
( 3.15 )
де Т – допуск розміру оброблюваної поверхні, Т=0,16 мм;


Тобто пристосування забезпечує необхідну точність обробки заготовки.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| КП15.020214.100ПЗ |
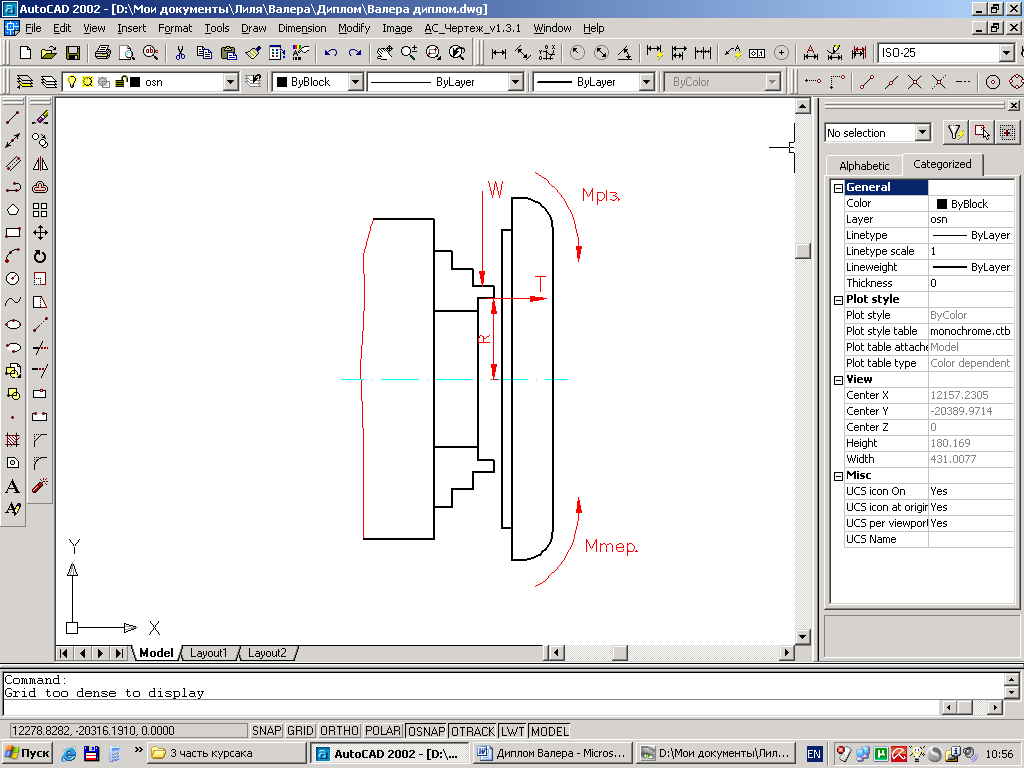
До оброблюваної заготовки прикладені зусилля закріплення і реакції опор. Під дією цих сил заготовка повинна знаходитись у рівновазі.
На заготовку, яка закріплена у трьохкулачковому патроні, діє момент сил різання (Мріз.), який прагне повернути заготовку навколо вісі під дією моменту провороту (Мпров.). Заготовка утримується від провороту моментом сил тертя (Мтер.), що виникає між кулачками і заготовкою. Рівняння рівноваги заготовки можна записати у вигляді:
Мпров. – Мтер .= 0;
Мпров. 
Мтер. 
де: Т – сила тертя між кулачками і заготовкою;
R – плече дії сил тертя ( з креслення деталі R1=0,007);
f1 – коефіцієнт тертя між кулачками і заготовкою;
( приймаємо f1 
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| КП15.020214.100ПЗ |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| КП15.020214.100ПЗ |
.  (3.20)
(3.20)
де:  (3.21)
(3.21)
Рz – сила різання ( з попередніх розрахунків Рz=315Н);
Д – діаметр оброблюваної поверхні, Д=0,06 м.

Враховуючи розміри патрону визначаємо зусилля на штоці за формулою:
 (3.22)
(3.22)
де : k1 – коефіцієнт, що враховує додаткові сили тертя в патроні (приймаємо 
а – виліт кулачка від середини його опори в паз у патрона до центру прикладання зусилля затиску W на одному кулачку (приймаємо а = 67,5 мм);
µ1 – коефіцієнт тертя між направляючою поверхнею кулачка і пазом корпуса патрона (приймаємо 
h – довжина направляючої частини кулачка (приймаємо h = 165 мм);
 – кут тертя нахиленої поверхні клинової пари патрона (приймаємо
– кут тертя нахиленої поверхні клинової пари патрона (приймаємо 
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| КП15.020214.100ПЗ |

Визначаємо внутрішній діаметр пневмоцилідра при подачі стисненого повітря в безштокову порожнину за формулою:
 (3.23)
(3.23)
де ρ – тиск в пневмоцилідрі (приймаємо ρ = 0,5 МПа );
η – коефіцієнт корисної дії, η =0,85.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| КП15.020214.100ПЗ |
 (3.24)
(3.24)
де d – діаметр штока, з конструкційних міркувань приймаємо d=0,2D,
тоді:

d = 
За ГОСТом 12447-80 приймаємо
D = 40 мм,
d =10 мм
| <== попередня сторінка | | | наступна сторінка ==> |
| Конструкторсько-налагоджувальна частина | | | Энергия магнитного поля |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |