- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Загальна схема виготовлення
Конструктивно ракетні двигуни на твердому паливі (РДТП) мають такі частини: корпус, передне і задне днища, стикувальні шпангоути, сопловий блок, діафрагми, теплозахисне покриття (ТЗП), запалювач, паливо та іші деталі (рис. 1).
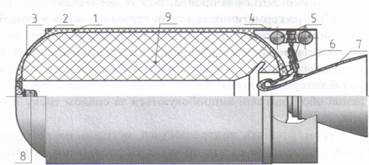
Рис. 1. Схема ракетного двигуна на твердому паливі:
1 - корпус; 2 - стикувальний шпангоут; 3 - передне днище; 4 - хвостовий вщсж; 5 - система керування вектором тяги; 6 - задне днище; 7 - сопловий блок;8 - запальник; 9 - тверде паливо
РДТП бувають з металевими і неметалевими корпусами. Для металевих корпусів використовуються сталі типу Х18Н9Т і титанові сплави. Неметалеві корпуси виготовляються із скляних пластиків або композицшних матеріалів, на основі боровольфрамових і вуглецевографггаих волокон з епоксидними смолами.
Застосування неметалевих матеріалів дае можливють зниження маси двигуна до 30% у порівнянні з металевими і підвищенню корозійної стійкості.
Загальна схема виготовлення РДТП мае такі етапи:
1. Виготовлення корпусу.
2. Виготовлення днищ (якщо вони виготовляються окремо від корпусу).
3. Виготовлення соплового блока.
4. Складання переднього днища з корпусом (якщо воно виготовлене окремо).
5. Підготування внутршньої поверхні корпусу для нанесения ТЗП.
6. Нанесения ТЗП і його полімеризащя.
7. Заливания паливної маси у корпус і її полімеризащя.
8. Встановлення соплового блока в задне днище.
9. Стикування заднього днища (якщо воно виготовлене окремо).
10. Контроль і випробовування двигуна.
11. Консервация двигуна.
До цехів і підприемств, які виготовляють РДТП, ставляться такі технічні вимоги:
1) цех або шдприемство повинні розташовуватись далеко від населених місць;
2) складальні цехи зовні повинні бути загороджені земляними валами;
3) цехи повинні мати потужну систему пожежогасння та декшька аварійних виходів;
4) електричне обладнання цехів повинно бути пожежобезпечним;
5) вологість повітря у цехах повинна бути не вище 70%;
6) швидкість переміщення підйомних кранів не повинна перевищувати встановлені норми;
7) складальні дільниці цехів повинні бути ізольовані одна від одної;
8) забороняється використання в цехах обладнання без спещальних паспортів.
До процесу складання ставляться наступиі вимоги:
1) забезпечення точного центрування вах деталей та вузлів;
2) всі деталі та вузли повинні бути взаемозамінними;
3) зазори між корпусом РДТП і ложементами монтажних візків не допускаються;
4) неперпендикулярність торцевих стикувальних шпангоуттв до базової повздовжньої осі повинна бути не бшьше 3 мм; закрутка переднього стикувального шпангоута відносно заднього по однойменних площинах стабілізації повинна бути не більше 1 -2кутових хвилин;
5) співвісність і зміщення осей і сопла повинн! відповідати вимогам креслення.
Переглядів: 347