РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ДІЛИЛЬНІ ГОЛОВКИ
5.1 Призначення і типи ділильних голівок.
Ділильні головки застосовують на фрезерних верстатах для виконання робіт, пов'язаних з періодичним поворотом заготовок для ділення кола на рівні чи нерівні частини і для безупинного обертання заготовок під час обробки гвинтових канавок. Крім того, ділильні головки можуть бути застосовані для контролю і розмітки, пов'язаних з поворотом на задану величину.
Ділильні головки бувають таких типів: прості головки для простого і безпосереднього ділення, універсальні головки з лімбом, універсальні безлімбові й оптичні.
Універсальні ділильні головки призначені головним чином для виготовлення різального інструмента: свердел, зенкерів, розгорток, фрезерування циліндричних зубчастих коліс із прямим і гвинтовим зубом методом копіювання, конічних шестірень із прямим зубом, фрезерування торцевих зубчастих муфт, різних кулачків , а також для виконання багатьох інших видів робіт.
За допомогою ділильної головки можна виконати ділення кола на будь-яке число частин до 400 і деякі числа понад те.
Обробка деталей із застосуванням ділильної головки може виконуватися в центрах, у патроні чи на оправці.
Сучасні ділильні головки для фрезерних верстатів підрозділяються на такі основні типи:
лімбові головки для прямого ділення, що виконують ділення за допомогою встановленого на шпинделі спеціального ділильного диска (лімба), що має обмежену кількість отворів чи пазів;
лімбові головки для непрямого ділення, що виконують ділення, за допомогою спеціального ділильного лімба, що має концентрично розташовані отвору; головка допускає ділення на різне число частин у широких межах;
безлімбові головки, що виконують ділення за допомогою набору зубчастих коліс, що додаються до головки;
оптичні головки, що виконують ділення за допомогою точних оптичних шкал і служать, головним чином, для точних ділень і контрольних операцій.
5.2 Універсальна лімбова головка (рис.11.5).
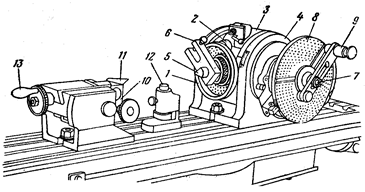 |
Рисунок 11.5. - Комплект універсальної ділильної головки
5.2.1 Конструкція головки.
До комплекту універсальної лімбової ділильної головки входять такі вузли і приладдя:
- ділильна головки 3;
- задня бабка 10;
- люнет 12;
- передній центр ділильної бабки 5;
- півцентр задньої бабки 11;
- хомутик 6;
- ділильний диск (лімб) 8;
- рукоятка ділильного диска з фіксатором 9.
Ділильна головка являє собою чавунний корпус, що своєю основою, за допомогою болтів і гайок, кріпиться на робочій поверхні стола верстата. Корпус у основі встановлений на цапфах (рис.11.6) і має можливість повертатися навколо горизонтальної осі вниз на -10° і догори на +100°. Відлік виконується по градусній шкалі на корпусі і ноніусу. Фіксування корпуса в необхідному положенні виконується за допомогою гайок 14.
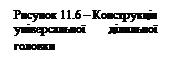
 Шпиндель головки має наскрізний отвір діаметром 26,5 мм, у передній частині виконаний за формою конуса Морзе № 4, що служить для установки центра чи шпиндельної оправки. На передньому кінці шпинделя нарізана різь для кріплення самоцентруючого патрона. На задньому кінці шпинделя теж мається конічний отвір для установки оправки при виконанні диференціального ділення. На шпинделі на шпонці встановлене черв'ячне колесо Z = 40.
Шпиндель головки має наскрізний отвір діаметром 26,5 мм, у передній частині виконаний за формою конуса Морзе № 4, що служить для установки центра чи шпиндельної оправки. На передньому кінці шпинделя нарізана різь для кріплення самоцентруючого патрона. На задньому кінці шпинделя теж мається конічний отвір для установки оправки при виконанні диференціального ділення. На шпинделі на шпонці встановлене черв'ячне колесо Z = 40.
У зачепленні з черв'ячним колесом знаходиться однозахідний черв'як, через який на черв'ячне колесо передається обертання від рукоятки 4. При повороті ексцентрика 12 на 180° черв'як виводиться з зачеплення з черв'ячним колесом, що необхідно для виконання безпосереднього ділення. На маточині шестірні 5 установлений ділильний диск 6, на якому виконано по 8 рядів отворів з кожного боку. На кінці вала 7 закріплена рукоятка 4 з фіксатором.
5.2.2. Коротка технічна характеристика головки УДГ H-160.
Висота центрів, мм 160
Конус у шпинделі ділильної бабки Морзе № 4
Найбільший кут повороту шпинделя
у вертикальній площині, град + 100; - 10
Діаметр отвору в шпинделі, мм 26,5
Передаточне відношення черв'ячної пари 1 : 40
Число отворів у ділильному диску (лімбі)
с одного боку 16; 17; 19; 21; 23; 29; 30; 31,
з іншої боку 33; 37; 39; 41; 43; 47; 49; 54.
Ціна ділення на диску безпосереднього ділення, град. 1
Число зубів змінних шестірень 25; 25; 30; 35; 40; 50;
55; 60; 70; 80; 90, 100
5.3 Способи ділення на УДГ.
5.3.1 Безпосереднє ділення.
При безпосередньому діленні однозахідний черв'як поворотом ексцентрика 12 (рис.11.6) виводять із зачеплення з черв'ячним колесом Z = 40. Поворот шпинделя здійснюється від руки обертанням диска безпосереднього ділення чи патрона. Відлік кута повороту здійснюється за допомогою отворів, просвердлених на тильній стороні диска 8.
Ділення можливе, якщо число отворів на диску ділиться без залишку на знаменник дробу, що показує величину заданого повороту шпинделя. Так, наприклад, якщо число отворів на диску 8, дорівнює 24, можна розділити коло на 2, 3, 4, 6, 8, 12 чи 24 частини. Фіксацію шпинделя після повороту на заданий кут виконується фіксатором 9, що входить в отвір диска 8.
5.3.2 Просте ділення.
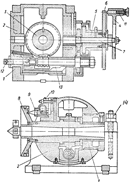
Просте ділення застосовують тоді, коли на лімбі можна підібрати концентричне коло для відліку. Черв'як К (рис.11.7,а) вводиться в зачеплення з черв’ячним колесом Z= 40. Лімб 6 за допомогою засувки закріплюють нерухомо щодо корпуса головки. Поворот рукоятки відраховують по отворах на лімбі. На рукоятці 4 (рис.11.6) змонтований пружинний штифт 14, що може бути введений у будь-який отвір лімба. Для установки штифта на те чи інше коло лімба рукоятка 4 оснащена пазом, що дозволяє радіально встановлювати її щодо валика, на кінці якого вона закріплена. Це дозволяє пружинний штифт 14 установлювати проти будь-якого ряду отворів на лімбі.
Поворот шпинделя головки на 1/Z частину (Z — число частин, на котре необхідно виконати ділення) повинний бути зроблений за n поворотів рукоятки М (рис.11.7,а). Для розрахунку числа обертів рукоятки для кожного ділення вводять поняття характеристики головки N, що визначається числом обертів рукоятки М за один повний оберт шпинделя.
 |
а) б)
Рисунок 11.7 - Настроювання ділильної головки на просте і диференціальне ділення
Таким чином, характеристика головки N - це величина, зворотна передатному відношенню черв'ячної передачі головки, тобто це відношення числа зубів черв'ячного колеса до числа заходів черв'яка. У сучасних ділильних головках звичайно N = 40.
Таким чином, у простому діленні рукоятка за одно ділення здійснює
nоб.рук.  , об;
, об;
де а - ціле число обертів рукоятки;
q - число отворів в одному з рядів лімба;
P - число проміжків між отворами, на яке треба додатково до цілого числа оборотів а повернути рукоятку, Таким чином, для простого ділення
 об. рукоятки →
об. рукоятки →  об. шпинделя,
об. шпинделя,
або  , звідки
, звідки  ,
,
де Z - число частин, на яке треба поділяти коло.
Приклад. Нарізати зубчасте колесо з числом зубівZ = 23.
 .
.
Після нарізування кожного зуба рукоятку необхідно повернути на один повний оборот і на 17 проміжків по ряду з числом отворів 23.
Для зручності відліку числа кроків між отворами лімба головка забезпечується сектором, що вільно обертається на осі рукоятки. Лапки сектора розсовуються настільки, щоб кут, утворений внутрішніми крайками їх, охоплював потрібне число кроків між отворами. Після цього лапки скріплюються гвинтами, щоб вони зберігали незмінне відносне розташування за будь-якому повороту сектора.
Якщо ділення кола задано кутом αо між осями Z канавок, що фрезеруються ,
Z=360°/αº,
то формула настроювання головки буде мати вигляд
 .
.
Приклад. Профрезерувати канавки, розташовані на колі деталі під кутом α=16º20΄
α=16˚20΄=16  º =
º =  º
º
 .
.
Після фрезерування кожної канавки рукоятку треба повернути на один повний оборот і на 44 отвори на ділильному кола з числом отворів 54.
5.3.3. Диференціальне ділення.
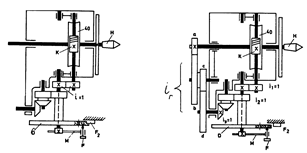
Спосіб диференціального ділення застосовують у тих випадках, коли просте ділення здійснити неможливо, тобто коли не можна підібрати диск із потрібним для простого ділення числом отворів. В цьому способі ділення черв'як вводять у зачеплення з черв'ячним колесом, ділильний диск звільняють від засувки і необхідний поворот шпинделя головки одержують як алгебраїчну суму двох поворотів (рис.11.7,б): повороту рукоятки М щодо ділильного диска 6 і повороту самого ділильного диска, якому цей рух повідомляється примусово від шпинделя ділильної головки через гітару змінних коліс a/b c/d. У залежності від налагодження ділильний диск може обертатися в ту ж сторону, що і рукоятка чи в протилежну.
Для диференціального ділення число обертів рукоятки М настроюють так само , як і для простого ділення, але не на необхідне число ділень Z, а на близьке до нього число ділень Zф (фіктивне), що дозволяє підібрати диск із потрібним для ділення на Z частин числом отворів. Похибка налагодження, що виникає при цьому, компенсується настроюванням диференціальної гітари.
На рисунку 11.8 показана схема положення рукоятки щодо ділильного лімба в процесі диференціального ділення. Формулу настроювання головки на цей вид ділення одержимо з таких міркувань.
За одне ділення ділильний лімб повинен повернутись на величину похибки простого ділення
1/Z об. шпинделя →  об. ділильного лімба.
об. ділильного лімба.
Величиною настроювання головки на фіктивне число ділень Zфзадаємося
y=40/Zф.
Тоді іг·і3·і2= -y=  ;
;
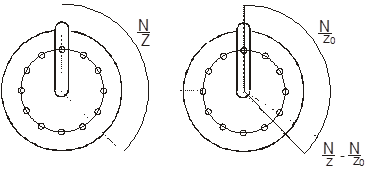 |
звідки іг=
 ; і2=і3=1
; і2=і3=1
Рисунок 11.8 - Схема диференціального ділення
Напрямок обертання лімба щодо рукоятки буде залежати від обраного значення Zф. Якщо Zф > Z, то передатне відношення іг буде додатнім і напрямок обертання лімба повинний збігатися з напрямком обертання рукоятки. При відємному значенні іг лімб і рукоятка повинні обертатися в протилежних напрямках. Для цього в гітарі змінних коліс іг необхідно установити паразитне колесо.
Після вибору Zф і визначення передатного відношення змінних зубчастих коліс слід підібрати числа зубів коліс a, b, c, d, і перевірити їх зчіплюваність:
a+b-c ≥17;
d+c-b ≥17.
Приклад. Нарізати шестірню з числом зубів Z = 109. Задаємося Zф = 110.
Настроювання ділильного диска
Настроювання гітари
 ;
;
 .
.
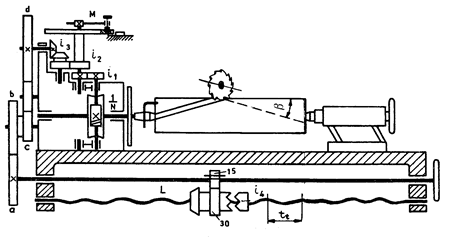
5.3.4. Настроювання ділильної головки на фрезерування гвинтових канавок (рис. 11.9).
Рисунок 11.9 - Установка стола для фрезерування гвинтових канавок
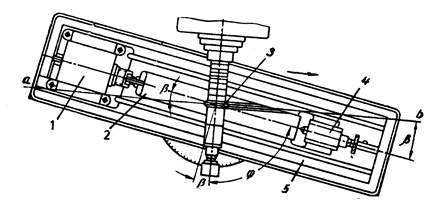 |
Для фрезерування гвинтових (спіральних) канавок стіл верстата необхідно повернути відносно осі шпинделя на кут гвинтової канавки β проти годинникової стрілки для правозахідних канавок чи за годинниковою стрілкою для лівозахідних канавок. Кут β визначається за виразом
 ,
,
де D - діаметр заготовки, мм;
T - крок гвинтової канавки, мм.
У процесі обробки заготовки повідомляється складний рух , що складається з поступального прямолінійного (уздовж її осі) і обертального (навколо тієї ж осі). Поступальний рух заготовка одержує разом зі столом, а обертальний - від ходового гвинта стола верстата рх.г.. через змінні зубчасті колеса (рис.11.10). За час переміщення стола на крок Т гвинтової канавки шпиндель головки повинний зробити один повний оборот,
або  ,
,
де Рх.г. – крок ходового гвинта подовжньої подачі.
 |
Звідси
 .
.
Рисунок 11.10 - Настроювання верстата на фрезерування гвинтових канавок
Ділильний поворот заготовки здійснюється за допомогою рукоятки М після обробки однієї з канавок методом простого ділення.
Приклад. Нарізати циліндричне косозубе колесо з параметрами Z=30, m=3мм, крок гвинтової лінії Т = 450 мм, крок ходового гвинта верстата Pх.г. = 6 мм.
Настроювання гітари повороту заготовки

 .
.
Настроювання ділильного диска
 .
.
Кут установки стола

β=32˚8΄.
5.3 Оптична ділильна головка.
Оптичні ділильні головки застосовують для особливо точного ділення, а також для перевірки точності нанесення кругових шкал. Принцип роботи головок полягає в наступному (рис.11.11). Шпиндель головки приводиться в обертання за допомогою рукоятки через черв'ячну пару 6-5. На шпинделі головки встановлений скляний диск 4, що має шкалу з ціною ділення 1´.
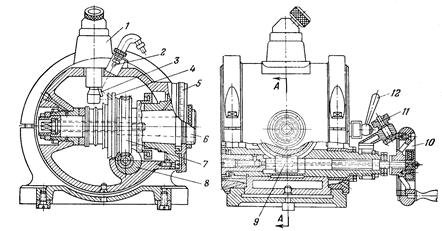 |
Рисунок 11.11 - Оптична ділильна головка
Зверху на корпусі розташована оптична система з окуляром 1, через яку ведуть спостереження за шкалою диска 4. Шкала освітлюється природним світлом через вікно 2 за допомогою дзеркала 3. Ділення диска 4 проектуються на шкалу, поміщену в окулярі з ціною ділення, рівною 1΄, на якій відраховують градуси і хвилини.
Недоліком оптичних ділильних голівок є неможливість використання їх при фрезеруванні гвинтових канавок. Крім того, при послідовних поворотах похибка установки кутів підсумовується, тому виникає необхідність попереднього складання повної таблиці кутів для всіх поворотів шпинделя головки.
Переглядів: 6665