- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
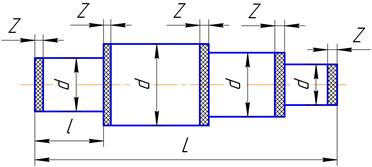
Припуски на чистову підрізку і шліфування торців
| Діаметр оброблюваної деталі, мм | Загальна довжина оброблюваної деталі, мм | |||||
| до 18 | 18-50 | 50-120 | 120-260 | 260-500 | пон. 500 | |
| Припуск, Z, мм | ||||||
| Чистова підрізка | ||||||
| До 30 | 0,4 | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 |
| Пон. 30 до 50 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 |
| ² 50 ² 120 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 | 1,3 |
| ² 120 ² 260 | 0,7 | 0,9 | 1,0 | 1,0 | 1,2 | 1,4 |
| Пон. 260 | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,5 |
| Допуск на довжину | -0,2 | -0,3 | -0,4 | -0,5 | -0,6 | -0,8 |
| Шліфування | ||||||
| До 30 | 0,2 | 0,3 | 0,3 | 0,4 | 0,5 | 0,6 |
| Пон. 30 до 50 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 |
| ² 50 ² 120 | 0,3 | 0,3 | 0,4 | 0,5 | 0,6 | 0,6 |
| ² 120 ² 260 | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 |
| Пон. 260 | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 | 0,7 |
| Допуск на довжину | -0,12 | -0,17 | -0,23 | -0,3 | -0,4 | -0,5 |
Примітки:
1. При обробці валів з уступами припуск брати на кожний уступ /торець/, виходячи із його діаметра d і загальної довжини вала.
2. Допуски назначити на вимірюваний розмір: l+Z і L+2Z.
Переглядів: 246