РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Види з'єднань і технологія їх збірки
При збірці виділяють наступні групи і види з'єднань: по збереженню цілісності при розбиранні — роз'ємні і нероз’ємні; по можливості відносного переміщення складових частин — рухливі і нерухомі; по методу освіти — різьбові, пресові, шліцьові, шпони, зварні, клепані, комбіновані і др.; за формою поверхні, що сполучаються, — циліндрові, плоскі, конічні, гвинтові, профільні і ін. З'єднання, що містять в собі декілька ознак, позначаються відповідним поєднанням термінів, наприклад нерухомі роз'ємні різьбові з'єднання, рухомі нероз'ємні профільні з'єднання.
Найбільш поширеними з'єднаннями в конструкції автомобілів є: роз'ємні рухливі (поршень — циліндр, вал — підшипник ковзання, плунжер — гільза); зубчаті і шліцьові; роз'ємні нерухомі (різьбові, пресові і шпони); нероз'ємні нерухомі (зварні, паяні, клепані, що клеяться); нероз'ємні рухливі — радіальні шарикові підшипники кочення.
Збирання різьбових з'єднань. При збірці різьбових з'єднань мають бути забезпечені:
співвісність осей болтів, шпильок, гвинтів з різьбовими отворами і необхідною щільністю посадки в різьбленні;
відсутність перекосів торця гайки або голівки болта відносно поверхні деталі, що сполучається, оскільки перекіс являється основною причиною обриву гвинтів і шпильок;
дотримання черговості і постійність зусиль затягування кріпильних деталей в групових різьбових з'єднаннях.
Останнє означає, що затягування гайок (болтів) виробляється в певній послідовності (мал. 7.1). Їх затягують навхрест в декілька прийомів — спочатку неповним моментом, а потім остаточним, вказаним в нормативно-технічній документації. Контроль моменту затягування різьбових з'єднань здійснюють динамометричними ключами по мірі вигину (мал. 7.2) або кручення стержня ключа або за допомогою граничних муфт, що вбудовуються в різьбозакручувальні машини (установки).
Збирання пресових з'єднань. Якість збірки пресових з’єднання формується під впливом наступних чинників: значення натягу, матеріалу деталей, що сполучаються, геометричних розмірів, форми і шорсткості поверхонь, співвісної деталей і зусилля запресовування, що додається, наявності мастила і ін.
Вживання змащувального матеріалу зменшує потрібне зусилля запресовування і оберігає поверхні, що сполучаються, від задирів. Якість збірки пресових з'єднань визначається також точністю центрування деталей, що сполучаються (за допомогою приспособ і облямовувань).
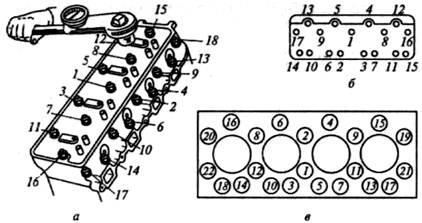
Мал. 7.1. Послідовність затягування гайок (болтів) кріплення головки циліндрів: а — двигунів ЗМЗ-53; би — двигуна ЗІЛ-130; у — двигуна ЗІЛ-645
Підвищення міцності нерухомих з'єднань з натягом в 1,5...2,5 разу забезпечується вживанням збірки з термодією — нагрівом тієї, що охоплює і (або) охолоджуванням охвачуваної деталі. При цьому утворюється необхідний складальний зазор і не потрібний додаток осьової сили. Нагрів деталей відбувається в масляних ваннах, електропечах, індукційних установках і ін. Для охолоджування деталей застосовують рідкий азот, сухий лід (тверду вуглекислоту) в суміші з ацетоном, бензином або спиртом.
Збирання з'єднань з підшипниками кочення. При запресуванні підшипника кочення розмір його кілець змінюється: внутрішнє кільце збільшується, а зовнішнє зменшується. Ці зміни викликають зменшення діаметрального зазору між робітниками поверхнями кілець і шариків.
Внутрішнє кільце підшипника, зв'язане з цапфою валу, повинне мати посадку з натягом, а зовнішнє — з невеликим зазором так, щоб кільце мало можливість у час роботи трохи прокручуватися.
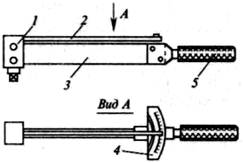
Мал. 7.2. Динамометричний ключ: 1 — тримач накидної голівки; 2 — стрелка; 3 — пружний стержень; 4 — шкала; 5 — рукоятка
При установці в складальній одиниці два або декілька підшипників необхідно приділяти увагу співвісній посадочних поверхонь в корпусних деталях. То ж стосується і шийок валів. Недотримання цієї умови може привести до перекосів підшипників і заклинюванню кульок.
При запресуванні підшипників кочення за допомогою облямовувань необхідно, аби зусилля запресування передавалося безпосередньо на торець відповідного кільця: внутрішнього — при напресуванні на вал, зовнішнього — при запресуванні в корпус і на обоє торця кілець, якщо підшипники одночасно напресовуються на вал і входять в корпус. Нагрів підшипників в масляній ванні до 100 °С при установці на вал помітно зменшує осьове зусилля для запресування. Доцільний також нагрів корпусної деталі.
Передній Задній
хід хід

| Схема зміщення шестерень для виправлення контакту | Передній Задній
хід хід

| Схема зсуву шестерень для виправлення контакту |

| 
| 
| 
|

| 
| 
| Зуб нарізаний неправильно або осі шестерень направлені неправильно. Брак непоправний |

| 
| 
| Зуб нарізаний неправильно. Брак невиправний |
Мал. 7.3. Регулювання контактів зубів конічних шестерень головною передачі. Суцільною стрілкою показаний напрям зсуву шестерень для виправлення контакту. Якщо при цьому бічний зазор виходить надмірно великим або малим, то необхідно змістити іншу шестерню, як показано переривистою стрілкою
Регулювання радіального зазору в конічному роликовому підшипнику виробляється зсувом зовнішнього або внутрішнього кільця в осьовому напрямі регулювальним гвинтом або гайкою або шляхом підбору відповідного комплексу прокладок. Контроль заданого попереднього натягу після збірки вузла здійснюють по моменту, необхідному для прокручування одною із зв'язаних деталей відносно нерухомої деталі за відсутності осьового люфту в підшипникових з'єднаннях.
Термін служби підшипників кочення залежить значною мірою від міри оберігання їх від грязі і пилу. Тому після збірки встановлюють прокладки, що затримують мастило і що оберігають підшипник від попадання в робочу зону пилу і вологи.
Збирання зубчастих передач. Збірка циліндрових зубчастих передач здійснюється методами повною або неповною взаємозамінності. Перед збіркою зубчастої пари на спеціальному пристосуванні визначають бічний зазор між зубами для забезпечення плавності роботи пари, а при необхідності підбирають пару.
Для правильного зачеплення зубчастих циліндрових коліс необхідно, аби осі валів лежали в одній площині і були паралельні. Їх вивіряння виробляється регулюванням положення гнізд під підшипники в корпусі. Після установки зубчасті колеса перевіряють по зазору, зачепленню і контакту.
При збірці конічної пари редуктора завершальної операцією є регулювання зачеплення шляхом осьового переміщення провідної шестерні (вперед-назад) і (або) веденого колеса (вправо-вліво). Це досягається переміщенням частини регульованих прокладок з одного боку на іншу. Якість зачеплення оцінюється розмірами, формою і положенням плями контакту на зубах (мал. 7.3), значенням бічного зазору між зубами і рівнем шуму на спеціальних стендах, обладнаних шумовимірювальною апаратурою.
| <== попередня сторінка | | | наступна сторінка ==> |
| Види збирання | | | Контроль якості збірки |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |