РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Механізація і автоматизація процесів збирання
Для установки і закріплення збираних виробів застосовують різні захвати, стенди, універсальні і спеціалізовані пристосування з ручними або механізованими затискними пристроями. Найбільше поширення при збиранні отримали електричні і пневматичні свердлильні і шліфувальні машини, гайковерти. Для збирання пресових з'єднань широке вживання отримали преси і пристосування з ручним або механізованим приводом.
На крупних ремонтних підприємствах організація потокового збирання виробів здійснюється із застосуванням поточно-механізованих ліній на основі естакад з візками (з ручним або механізованим переміщенням виробу) і комплектом механізованих і автоматизованих засобів технологічного оснащення (мал. 7.6).
Подальший ефективний розвиток авторемонтного підприємства зв'язаний з використанням автоматів і роботизованих комплексів. На мал. 7.7 представлений автомат для збирання шатуново-поршневої групи, що працює таким чином.
Шатун встановлюється у позиції I на палець отвором в нижній голівці і стримується двома штифтами. Поршні подаються автоматично на позицію II з нагрівальної печі. Поршневі пальці, підібрані по розмірах поза автоматом, поступають на позицію збирання з поршнем і шатуном по лотку.
Поршень наводиться в обертання роликом 3. До останнього поршень притискається роликами 2, що діють від гідроприводу. Коли поршень займає потрібне кутове положення, він переміщається на позицію збирання. Одночасно обертається стіл з шатунами. Один з них, Л, що виявився на позиції, піднімається, входячи в поршень. Далі в отвір поршня і шатуна входить центруючий палець 1, а з протилежного боку в поршень запресовується поршневий палець. Центруючий шток відходить у зворотний бік. Після закінчення цих дій шатун з поршнем опускаються, а стіл обертається. У позиції III установлюється два стопорні кільця, які поступають до місця збирання з магазина 4 і вводяться штоком в отвір поршня до попадання їх в канавки.
У позиціях IV, V надіваються поршневі кільця. Кільця находяться в магазинах і орієнтовані замками по ножах. Після підведення до місця збирання кільця розводяться в замках механізмами 5, 6, 7, що мають вигляд кліщів, розташованих на повзунках. Після розведення кілець шатун з поршнем піднімається на певну висоту до упору відповідно до потрібного розташування того або іншого кільця на поршні. При перемиканні механізму розмикання кільця воно опиняється у відповідній канавці поршня. Після збирання поршня з шатуном в його нижню голівку установлюються вкладиші.
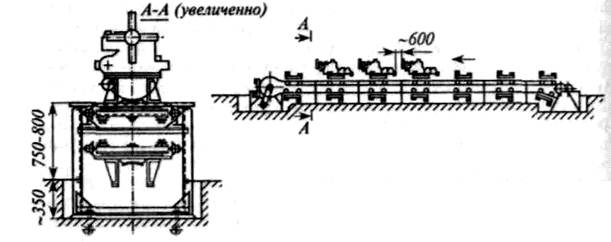
Мал. 7.6. Вертикально-замкнутий тележечний конвеєр для збирання двигунів
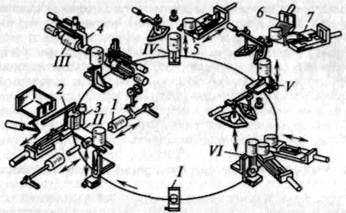
Мал. 7.7. Автомат для збирання шатуново-поршневої групи:
1 — палець; 2, 3 — ролики; 4 — магазин; 5, 6, 7 — розлучні
механізми; I — VI — позиції збирання
Автомат для установки колінчастих валів показаний на мал. 7.8. Блок циліндрів 1 кроковим конвеєром подається на робочу позицію. Конвеєр 18, розташований паралельно складальній лінії, з допомогою гідроциліндра 16 переміщають колінчатий вал 11 до механізму завантаження шайби наполегливого підшипника. За допомогою гідроциліндра 17, рейки і зубчастих коліс колінчастий вал піднімається, і на нього надівається шайба упорного підшипника.
Механізм загрузки, що забезпечує поодиноку видачу шайб, складається з магазина 7, штовхача 10 і гідроциліндра 6. За допомогою штовхача 9 і гідроциліндра 8 шайба насаджується на колінчастий вал. Колінчастий вал встановлюється в блок піднімально-поворотним пристроєм. Поворотна стійка 12 за допомогою гідроциліндра 14, рейки 15 і колеса 13 обертається.
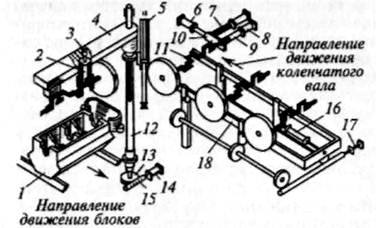
Мал. 7.8. Автомат для установки колінчастого валу: 1 — блок; 2— лещата-захвати; 3, 5, б, 8, 14, 16, 17 — гідроциліндри; 4 — важіль; 7 — магазин; 9, 10 — штовхальники; 11 — вал; 12 — стійка; 13 — зубчасте колесо: 15 — рейка; 18 — конвеєр
Разом із стійкою обертається і важіль 4 з лещатами-захватами 2, що утримують колінчастий вал. Піднімання і опускання рукоятки здійснюються за допомогою гідроциліндра 5, а затиск і розжим лещат-захватів — гідроциліндром 3.
Поршні з шатунами в зборі встановлюють в блок циліндрів з боку голівки циліндрів, але можна і з боку колінчастого валу, якщо дозволяє простір між щоками валу і блоком. Перший спосіб вимагає спеціального пристосування для стискування поршневих кілець і введення поршнів в циліндри, другою дозволяє вводити поршні в циліндри без пристосування.
| <== попередня сторінка | | | наступна сторінка ==> |
| Балансування деталей і складальних одиниць | | |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |