РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Кінематика рухів верстата моделі 2В56.
Головний рух – обертання шпинделя. Шпиндель верстата приводиться в рух електродвигуном N=5,5 кВт, через напівжорстку муфту, циліндричні колеса  і коробку швидкостей.
і коробку швидкостей.
Коробка складається з трійного рухомого блоку шестерень Б1, змінних зубчатих коліс  і двох двійних рухомих блоків шестерень Б2 і Б3.
і двох двійних рухомих блоків шестерень Б2 і Б3.
Зазвичай до верстата додаються два змінних колеса з числом зубів А=40 і В=33. Ці колеса можна міняти місцями.
Рівняння кінематичного балансу для визначення максимальної частоти обертання шпинделя:
nmax=  об/хв
об/хв
Рівняння кінематичного балансу для визначення мінімальної частоти обертання шпинделя:
nmin=  об/хв
об/хв
( якщо  , то nmin=125 об/хв)
, то nmin=125 об/хв)
Рух подачі – вертикальне осьове переміщення шпинделя. Передається від шестерні z=31 втулки шпинделя через трійні блоки Б4 і Б5, шестерні  і
і 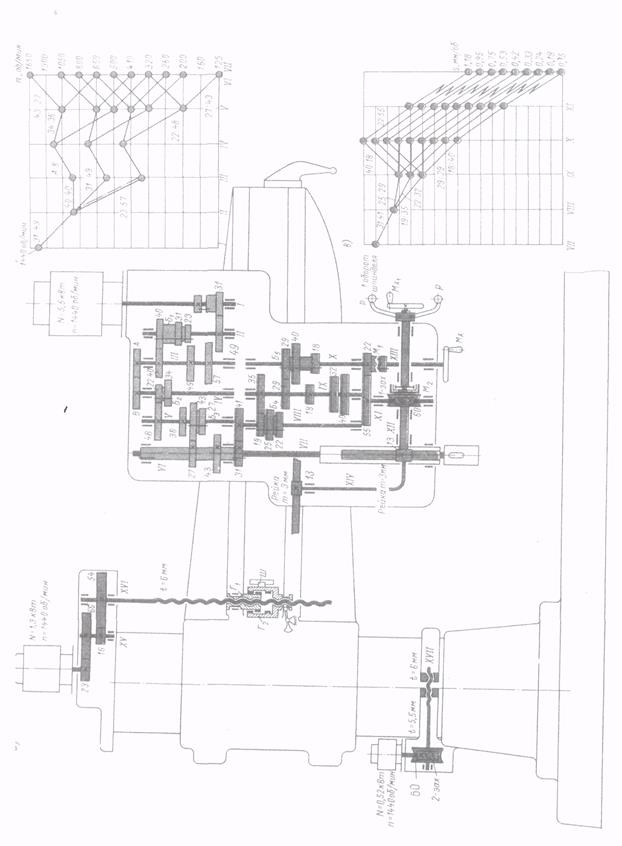
Рис.15.2. Кінематична схема верстата моделі 2В56.
черв’ячну пару  до реєчної шестерні z=13. При цьому муфта М2 включена. М1 муфта включається при ручній подачі.
до реєчної шестерні z=13. При цьому муфта М2 включена. М1 муфта включається при ручній подачі.
Рівняння кінематичного балансу для визначення максимальної подачі:
Smax= 1об.шп. 
Рівняння кінематичного балансу для визначення мінімальної подачі:
Smin= 1об.шп. 
Допоміжні рухи:
1.Ручне горизонтальне переміщення шпиндельної бабки по траверсі.
2.Механічне вертикальне переміщення траверси по поворотній колоні і зажим траверси на поворотній колоні.
3.Ручний поворот траверси з колоною і механічне кріплення поворотної колони.
Питання для самоперевірки
1.Розшифрувати модель верстата 2В56.
2.Призначення радіально – свердлильного верстата моделі 2В56.
3.Будова верстата моделі 2В56.
4.Кінематика рухів верстата моделі 2В56.
Тема 16: Загальні відомості про розточувальні верстати.
Література: [16] c.207-220.
Студенти повинні знати:
1. Класифікація розточувальних верстатів.
2. Призначення та будова розточувальних верстатів.
Студенти повинні вміти:
Розшифровувати моделі розточувальних верстатів та виконувати розрахунки по налагодженню та настройці розточувальних верстатів для обробки заданої заготовки.
Розточувальні верстати слугують для обробки крупно габаритних заготовок в умовах одиничного і серійного виробництва. На них можна проводити свердління, розточування, зенкерування і розвертування отворів, фрезерування поверхонь і пазів, підрізка торців різцями, нарізання різьб мітчиками, різцями і т.д.
Промисловість випускає універсальні і спеціалізовані розточні верстати.
Універсальні розточувальні верстати поділяються на:
Ø координатно – розточувальні;
Ø алмазно – розточувальні;
Ø горизонтально – розточувальні.
Координатно – розточувальні верстати призначені для обробки отворів з високою точністю їх взаємного розміщення чи відстанню осей отворів від баз (в межах 0,005-0,001). Ці верстати можна використовувати для фрезерування плоских поверхонь, вимірювання і контролю деталей, а також для точних розміточних робіт. Рухи в даних верстатах залежать від її компоновки. В одно стійкових верстатах шпиндель має обертальний рух і рух осьової подачі, а хрестовий стіл рухається в двох взаємно перпендикулярних напрямках.
У двох стійкових верстатів стіл переміщається в поздовжньому напрямку, а шпиндельна головка – в поперечному.
Алмазно – розточні верстати застосовують для тонкої (алмазної) обробки, на них можна розточувати отвори з відхиленням поверхні від циліндричності в межах 3-5 мкм.
Горизонтально – розточні верстати призначені для свердління, розточування, зенкерування і розвертування точних і взаємозв’язаних отворів, підрізання торців радіальним супортом, фрезерування площин і нарізання різьб розточним шпинделем в умовах одиничного і серійного виробництва.
Основним розміром, який характеризує цю групу верстатів є діаметр розточного шпинделя. В розточних верстатах головним рухом є обертання шпинделя із закріпленим в ньому ріжучим інструментом, рух подачі передається чи інструменту, чи заготовці. Допоміжні рухи: переміщення стола, шпиндельної бабки, задньої стійки тощо.
Основні вузли горизонтально – розточного верстата моделі 262Г:
А – задня стійка; Б – люнет з опорним підшипником; В – шпиндельна бабка з коробкою швидкостей і коробкою подач; Г – передня стійка; Д – поздовжні салазки; Е – поперечні салазки стола; Ж – стіл; З – станина; И – радіальний супорт; К – планшайба.
Рис.16.1. Загальний вигляд горизонтально - розточувального верстата моделі 262Г.
Принцип роботи верстата:Оброблюєму деталь закріплюємо безпосередньо на столі верстата чи в спеціальному пристрої. Ріжучий інструмент встановлюють в шпинделі на планшайбі чи на радіальному супорті.
При розточуванні коротких отворів подача надається шпинделю; при обробці довгих і співвісних отворів за допомогою борштанги, інший кінець якої вводиться в втулку опорного підшипника люнета, подача, як правило надається столу в поздовжньому напрямку. У випадку нарізання різьби шпинделю надається за один його оберт осьове поступальне переміщення, рівне кроку нарізаємої різьби.
При фрезеруванні рух подачі надається столу в поперечному напрямку чи шпиндельній бабці в вертикальному напрямку.
При підрізці торців і розточуванні канавок рух різання надається планшайбі з радіальним супортом, а його переміщення в радіальному напрямку є подачею.
Рухи у верстаті:
Рух різання – обертання шпинделя чи шпинделя і планшайби.
Рух подачі – осьове переміщення шпинделя, поздовжнє переміщення стола, вертикальне переміщення шпиндельної бабки і радіальне переміщення супорта планшайби.
Допоміжні рухи – переміщення задньої стійки в поздовжньому напрямку; швидке переміщення стола, шпиндельної бабки і шпинделя; ручне переміщення шпиндельної бабки і шпиндель.
Питання для самоперевірки
1.Класифікація розточувальних верстатів.
2.Призначення та область застосування розточувальних верстатів.
3.Будова розточувальних верстатів.
4.Кінематика рухів розточувальних верстатів.
Тема 17: Ознайомлення з роботою інших фрезерних верстатів.
План
1. Призначення та класифікація поздовжньо – фрезерних верстатів.
2. Будова та основні вузли поздовжньо – фрезерних верстатів.
Література: [16] c. 227-229.
Студенти повинні знати:
1. Призначення та класифікацію поздовжньо – фрезерних верстатів.
2. Будову та основні вузли поздовжньо – фрезерних верстатів.
3. Кінематику рухів поздовжньо – фрезерних верстатів.
Студенти повинні вміти:
Виконати розрахунки по налагодженню та настройці поздовжньо – фрезерних верстатів.
| <== попередня сторінка | | | наступна сторінка ==> |
| Призначення, будова та основні вузли верстата моделі 2В56. | | | Призначення та класифікація поздовжньо – фрезерних верстатів. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |