РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Негативний
3 Нанесення позитивного малюнку схеми на обидві сторони плати одним з методів.
4 Хімічне травлення ділянок які не захищенні малюнком.
5 Зняття захисного малюнку.
6 Покриття лаком з двох сторін.
7 Механічне.
Свердлення отворів, які підлягають металізації.
8 Активізація та хімічне міднення поверхні в отворах.
9 Зняття лаку.
10 Електрохімічне нарощення міді на доріжках та в отворах.
11 Механічне.
Усунення технологічних провідників.
12 Механічне.
Свердління інших монтажних отворів.
Переваги: 1)надійне зціплення провідників з основою;
2) двосторонній монтаж.
6.5. Технологія виготовлення печатних плат напівадитивними методами.
Вихідний матеріал – нефольгований діелектрик.
На обидві сторони заготівки наноситься адгезійний шар. Заготівка металізується для отримання на її поверхні 1,5-2 мікронного шару міді. Далі технологія відповідає комбінованому методу.
6.6. Контроль якості печатних плат.
Візуальний:
1)на відповідність кресленню;
2) наявність замкнень провідників;
3) наявність відшарувань провідників.
Електричний:
1) продзвонка кіл.
Механічні випробування, якщо плата призначена для рухомого об'єкту.
6.7. Технологія виготовлення багатошарових печатних плат.
6.7.1. Багатошарова печатна плата (БПП) являє собою комутаційний вузол, що складається з декількох склеєних печатних шарів, які мають міжшарові з'єднання або відкритий доступ до внутрішніх шарів.
БПП мають такі переваги: високу щільність монтажу, кращу тепловіддачу, високу стійкість до кліматичних та механічних впливів завдяки розміщенню всіх провідників всередині однорідного ізоляційного матеріалу, велику завадостійкість екрануванням провідників, розташованих у внутрішніх шарах.
Основні недоліки БППІ – висока вартість та неможливість внесення змін у готову плату.
Виробництво БПП характеризується високою працеємністю та відносно складною технологією з використанням спеціального обладнання та суворого контролю всіх операцій.
6.7.2. Методи виготовлення БПП.
 | |||
 |
 | |||||||
 |  | ||||||
 | |||||||
 |
6.7.3. БПП з електричними міжшаровими з'єднаннями, виконаними механічними деталями. Електричний зв'язок між печатними провідниками., що розташовані на різних сторонах плати, здійснюється за допомогою штифтів, штирів, заклепок, пістонів та ін. Міжшарові з'єднання здійснюються залуженими штифтами, при нагріванні торців яких відбувається оплавлення припою, та провідники, що розташовані на різних шарах, припаюються до штифта.
БІШ виготовлюють з двосторонніх печатних плат з міжшаровими з'єднаннями за допомогою заклепок або пістонів, які встановлюють у отвори, розвальцьовують, залужують по горцям та спресовують.
Міжшарові з'єднання здійснюють за допомогою фланців пістонів, які дотикаються один до одного. Усі методи, в яких використовують механічні деталі, працеємні, погано піддаються механізацій, у той же час не завжди забезпечують високу якість та надійність МГЖ з'єднань.
6.7.4. БПП з електричними міжшаровими з з’єднаннями, що виконані пайкою або зварюванням елементів печатної схеми.
1) Метод відкритих контактних площадок (ВКП), є найбільш простим та надійним варіантом виробництва БІШ та майже завжди повністю базується на технологічних операціях виготовлення одно - та двосторонніх печатних плат; новою операцією є склеювання (пресування) шарів.
Окремі шари БІШ виготовляються фотохімічним способом на односторонньому фольгованому діелектрику ФДМ"}-1-0,1. У шарах штампом вирубаються отвори ("вікна") таким чином, щоб після збирання у БІШ д всіх контактних площадок (КП) мався вільний доступ через так звані колодязі. Для штирових виводів роблять круглі отвори, для планарних -прямокутні. При збиранні у пакет плати суміщають та спресовують у БІШ. Склеювання шарів проводять клеєм БФ-4 на пристрої, що забезпечує строгу фіксацію та орієнтацію кожного шару.
Переваги методу ВКП – його простота, короткий технологічний цикл виготовлення, можливість окремого виготовлення шарів, контролю окремих шарів до їх склеювання у пакет, достатньо висока надійність БІШ. При раціональному компонуванні кількість шарів БІШ з ВКП може сягати 10-12.
Недоліки — скорочення ефективної площадки плати для розміщення навісних елементів (мала щільність монтажу) за рахунок збільшення площі "вікон" у зовнішніх шарах, можливість затікання клею на поверхню КП при пресуванні.
2) Метод виступаючих виводів є близьким варіантом методу ВКП та полягає у створенні міжшарових з'єднань за рахунок продовження печатних провідників. Широкого розповсюдження отримав.
6.7.5. БПП з електричними міжшаровими з'єднаннями, що виконані хіміко-гальванічною металізацією.
1) Метод пошарового нарощення полягає у послідовному чергуванні шару ізоляції та печатного малюнку шару, який проводить. Міжшарові з'єднання здійснюють шляхом гальванічного нарощення міді через отвори ізоляційного шару.
На заготівку фольги приклеюють шар тонкого діелектрику, перфорованого у місцях міжшарових з'єднань. Заготівки діелектрику отримують пресуванням 4-9 листів склотканини з нанесенням клею на кожний лист. У перфоровані отвори та на поверхню діелектрику хімічно осаджують та гальванічне нарощують шар міді. Малюнок другого шару отримують фотохімічним способом. На другий шар напресовують новий шар перфорованої ізоляції і т.д.
Переваги – висока щільність монтажу, оскільки міжшарові переходи виконані незалежно один від іншого, між будь-якими шарами, у будь-якій точці плати.
Недоліки – велика тривалість технологічного циклу та висока працеємність.
2) Метод попарного пресування характеризується тим, що всі міжшарові з'єднання виконують у вигляді металізованих отворів по типу звичайних двосторонніх плат. Для виготовлення БІ1ІІ використовують дві заготівки з двостороннього фольгованого діелектрику. На одній стороні кожної заготовки комбінованим негативним метолом виконують печатні провідники внутрішніх шарів БПП, потім свердлять та металізують отвори для міжшарового переходу між першим та другим, третім та четвертим шарами. Заготівки склеюють між собою за допомогою просоченої лаком склотканини малюнками схеми всередину. Далі на чотирьохшаровий план позитивним комбінованим методом виготовляють схеми провідників зовнішніх шарів - першого та четвертого. Для створення електричного зв'язку між зовнішніми шарами спочатку свердлять отвори, а потім їх металізують.
Переваги – надійність контактних з'єднань між провідниками та відносна простота технологічного циклу.
Недопіки – обмежена кількість шарів (4) та відносно тривалий цикл виготовлення БПП через необхідність послідовного виконання ідентичних операцій (двічі виконують операцію друку, травлення, свердління та металізації отворів).
3) Метод металізації наскрізних отворів (МНО) об'єднує виготовлення окремих шарів (хімічне травлення фольги з пробільних ділянок), їх пресування, свердління отворів з наступною металізацією.
Для виготовлення шарів використовуються одно - та двосторонні фольговані діелектрики, на яких отримують малюнки схеми, та хімічне травлення. Склеювання шарів проводять з використанням прокладувальної склотканини, яка просочена смолою.
Переваги – достатньо низька працеємність та відносно невисока тривалість технологічного циклу, висока щільність монтажу, можливість збільшення кількості шарів (до 50) без суттєвого збільшення вартості та тривалості процесу, достатньо висока надійність плат та міжшарових з'єднань.
Недоліки – необхідність підтравлення діелектрику для збільшення площі контакту і підвищення надійності внутрішніх з'єднань, пов'язана з цим небезпека забруднення продуктами травлення поверхні провідників та необхідність додаткової операції по їх очищенню, труднощі точного суміщення печатних шарів, складність внесення змін у готову плату.
Розділ 3.ТЕХНОЛОГІЯ ЗБИРАННЯ І МОНТАЖУ РАДІОЕЛЕКТРОНОЇ АПАРАТУРИ.
Тема 1. ТЕХНОЛОГІЯ СКЛАДАННЯ ТА МОНТАЖУ ВИРОБІВ НА ПЕЧАТНИХ ПЛАТАХ
1.1. Заготівельні операції:
1) Вхідний контроль – забезпечує постачання на складання та монтаж лише придатних елементів. Перевіряються параметри ЕРЕ згідно до ТУ.
Обладнання, що використовується для контролю — теж саме, що й на підприємстві виробникові.
2) Підготовка виводів ЕРЕ до монтажу – полягає у виконанні наступного комплексу робіт:
- зачищення виводів (у разі тривалого зберігання);
- підрізування;
- формування; — лудіння.
Кількість заготівельних операцій для одного типорозміру залежить від досконалості обладнання, що використовується:
- 4 операції, якщо кожен з видів робіт виконується окремо;
- об'єднання якихось видів робіт (2-3 операції);
- 1 операція, якщо використовується установка комплексної підготовки виводів ЕРЕ.
Для підготовки можуть використовуватися напівавтомати, автомати, ручні засоби.
Загальна кількість заготівельних операцій визначається кількістю типорозмірів ЕРЕ.
3) Підготовка плат – полягає в забезпеченні доброї паяєм ості (лудіння). Проводиться у тому разі, якщо плати довгий час зберігаються.
1.2. Встановлення РЕ на плату.
Встановлення. РЕ на плату – повинне проводитися із закріпленням виводів; спосіб встановлення та обладнання, що використовується, залежить від типу виробництва:
Þ встановлення всіх РЕ на одному робочому місці – при одиничному виробництві (вручну). Працеємний процес, можливі помилки, складність.
Þ на одному робочому місці з використанням установки зі світло індикацією – міні автомат, який має програму. Характерне для одиничного та дрібно серійного виробництва. Часткова механізація, яка дещо підвищує продуктивність.
Þ для крупносерійного виробництва – встановлення елементів на ПКЛ, які мають n-ну кількість робочих місць. Процес набивки розбивається на окремі операції, які синхронізуються з тактом. Робочі місця при цьому оснащуються універсальними поворотними пристосуваннями (УШІ), які дозволяють звільнити руки та керувати обома руками. Робочі місця також можуть бути оснащені установкою зі світло індикацією.
Þ встановлення РЕ на плату на напівавтоматах та автоматах:
- автомат з установочними голівками (до 10). За програмою плата переміщується та повертається і кожна голівка ставить свій номінал. Використовується для набивки резисторами.
- автомат, що набиває повністю всіма елементами одну плату, але при цьому весь комплект елементів в процесі підготування виводів вклеюється у липку стрічку в послідовності їх встановлення. Стрічка звертається у рулон і ставиться в автомат.
1.3 Розпаювання плат
Ручна пайка – малопродуктивна, недостатньо ефективна та не забезпечує високої якості. Використовується в одиничному виробництві при виготовленні дослідних зразків при двосторонньому монтажі.
Групові способи пайки – використовуються при крупно-серійному виробництві односторонніх печатних плат. Існують наступні види:
а) пайка зануренням – найпростіший метод. Полягає у зануренні плати з встановленими елементами у розплавлений припій на дві третини її товщини та витримується кілька секунд (рисунок 1).
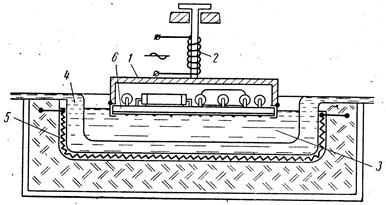
Рисунок 1 - Схема установки для групової вібраційної пайки зануренням
1 – пристосування для закріплення плати; 2 – вібратор; 3 – ванна з припоєм; 4 – сольова ванна для покращення термостабільності; 5 – електронагрівач; 6 – плата друкована
Технологія:
1. плату закріпити в тримачі головки;
2. флюсувати плату (зануренням або пульверизацією);
3. занурити плату в припій, попередньо очистив верхній шар, витримати 2-3 с;
4. ввімкнути вібратор, витримати 5-10 с;
5. зняти плату з голівки та покласти в тару.
"+" простота
"–" перегрів плати, окислення поверхні припою
б) пайка з примусовою подачею припою – усунений перегрів плати завдяки тому, що в якості захисної маски використовують пластину з теплостійкого електроізоляційного матеріалу товщиною кілька мм, в якій є всі необхідні отвори (рисунок
2).
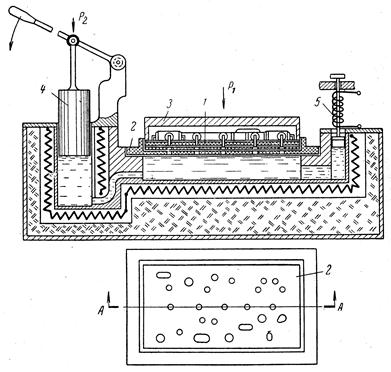
Рисунок 2 - Схема установки для групової гідравлічної пайки
1 – друкована схема; 2 – фільєри; 3 – прижим; 4 – поршень
Проводиться складання комплекту:
- плата з елементами;
- резинова прокладка;
- маска-плита.
Вся зборка встановлюється у ванну з припоєм, в якій утворюється замкнена порожнинна. Припій по літниковим каналам подається до місць пайки.
Недолік: можлива наявність непропаяних місць через затвердіння припою в літникових каналах.
в) пайка хвилею припою – у ванну з припоєм занурюється сопло, в якому встановлюється гребний гвинт. Він призводиться до обертання електродвигуном. В результаті над поверхньою припою утворюється хвиля. Над хвилею переміщюється плата з встановленими ЕРЕ. Особливість цього методу складається в тому, що з припоєм торкається вузька смуга плати, яка відповідає ширині гребня хвилі. Таким чином, відбувається нагрів вузької смуги, причому тепло від цієї смуги поширюється в обидві сторони плати що виключає її перегрів. Разом з цим можливі непропаяні місця, якщо гребінь хвилі опуститься нижче середньої її висоти, а можливе нахльостування припою на зворотнью сторону плати, якщо висота гребня підніметься вище середньої висоти, на яку встановлена плата (рисунок 3).
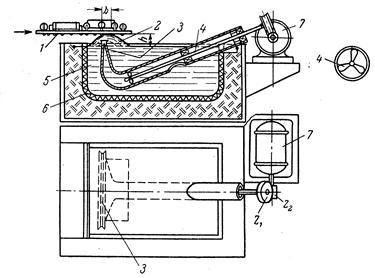
Рисунок 3 – Схема установки для пайки „хвилею припою”
1 – плата з друкованою схемою; 2 – гребень хвилі припою; 3 – сопло подачі припою;
4 – подаючий гребневий гвинт на валу; 5 – ванна з розплавленим припоєм;
6 – електронагрівач; 7 – електродвигун
Технологія:
1. підготувати установку до роботи, заповнити припоєм, нагріти;
2. настроїти висоту гребня хвилі;
3. ввімкнути подаючий транспортер;
4. плати завантажувати в касети та подавати в зону пайки, проводити розпайку плати;
5. зняти плату, перевірити якість пайки.
Примітка: при наявності дефектів пайки >20% плату відправити на перепайку.
"+" усувається перегрівання, припій не окислюється.
"–" коливання висоти гребня хвилі може призвести до непропаяних місць або до затікання на зворотну сторону плати, отже необхідні добрі стабілізатори.
г) каскадна пайка – у ванну з припоєм встановлюють механічний каскад, який має 2-3 гребені і обігрів. Кут цього каскаду складає приблизно 10º. На каскад подається зверху розплавлений припій, який стікає по поверхні каскаду під дією своєї ваги. Над каскадом назустріч стікаючому припою переміщуються плати з встановленими ЕРЕ, послідовно одна за одною. При цьому розпайка плат виконується таким же чином, як при пайці хвилею. Різниця в тому, що висота гребенів (2-3) абсолютно стабільна і розпайка смуг плати відбувається відповідно конструкції каскаду 2-3 рази, що гарантує достатньою якість пайки (рисунок 4).
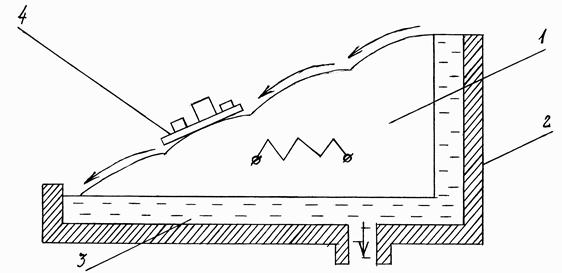
Рисунок 4 – Схема установки для каскадної пайки
1 – механічний каскад; 2 – ванна; 3 – припій; 4 – друкований вузол
1.3. Контроль печатних вузлів.
а) Візуальний
- на відповідність складальному кресленню або еталонному зразку;
- надійність механічного кріплення (вручну або на вібростендах);
- надійність відшарування провідників;
- перевірка якості пайки (повинні бути блискучими, круглими, без пор, раковин та гострих кромок).
б) Радіотехнічний – на стендах контролю проводиться продзвінка плати, перевірка на відповідність карті опорів, на відповідність карті напруг, перевірка параметрів. Проводиться механічне випробування на вібростендах.
1.4. Послідовність розробки технологічного процесу складання та монтажу печатного вузла на ПКЛ.
1) Це може бути крупносерійне виробництво з річною програмою випуску, яка забезпечує постійне завантаження ПКЛ протягом всього року, що характерно для битової РЕА.
2) Це може бути дрібносерійне виробництво, при якому використання ПКЛ забезпечує більш високу культуру виробництва при ретельно розробленій технології, але для забезпечення завантаження ПКЛ використовують багатопредметні лінії, тобто на цих лініях одночасно або послідовно випускаються кілька найменувань плат.
Такі лінії характерні при випуску вимірювальної апаратури.
1.4.1. Вихідні дані для проектування технологічного процесу:
1) Складальне креслення зі специфікацією.
2) Програма випуску (для крупносерійного виробництва) – Nрік..
3) Такт (τ) або кількість робочих місць (n) ПКЛ при дрібносерійному виробництві.
1.4.2. Хід роботи
1) Розрахунок фонду робочого часу за період, що планується.
Тф=(365 – вих. та свята)∙8,2∙60∙К, де
К=0,93...0,97 – коеф. неповного використання робочог часу;
8,2 – тривалість робочої зміни при п’ятиденному робочому тижні в год.;
60 – це переведення Тф в хвилинах.
2) Для крупносерійного виробництва проводимо розрахунок такту ПКЛ.
 , хв
, хв
3) Проводимо розрахунок працеємності складально-монтажних робіт, користуючись заводськими нормувальними даними
Таблиця 1. – Розрахунок трудоємності.
| Назва робіт | Норма часу | Кільк. | Сумарний час |
| 1. Встановити на плату виводами в отвори РЕ з двома осьовими виводами | 0,1-0,12 | ||
| 2. Встановити на плату виводами в отвори РЕ з трьома осьовими виводами | 0,15-0,18 | ||
| 3. Встановити на плату виводами в отвори РЕ з чотирма осьовими виводами | 0,2-0,25 | ||
| 4. Встановити МС зі штировими виводами | 0,7-1,0 | ||
| 5. Флюсування та групова пайка | 0,9-1,2 | ||
| 6. Ремонт або допайка | 0,9-1,2 | ||
| 7. Промивання плати | 0,9-1,2 | ||
| 8. Вручну встановити та розпаяти РЕ з двома осьовими виводами | 0,25-0,35 | ||
| 9. Вручну встановити та розпаяти МС з чотирнадцятьма штировими виводами | 1,0-1,5 | ||
| ВСЬОГО, ∑tел.м. |
4) Проводимо розрахунок:
– крупносерійне виробництво – розрахунок кількості робочих місць:
 ;
;
– дрібносерійне виробництво:
- якщо задана кількість робочих місць (n):


- якщо заданий такт (τ):
5) Проводимо розбиття процесу складання та монтажу печатного вузла на окремі операції з урахуванням такту (припустиме відхилення ±10%).
Наприклад: якщо такт дорівнює 1, то графік синхронізації можна представити у вигляді таблиці2. Якщо трудоємність операції кратна такту, то на цій операції використовується відповідне число робочих місць.
Таблиця 2. Графік синхронізації
| 1. Монтажна: встановити виводами у отвори ЕРЕ Rl, R2, R3, R4, С1, С2, СЗ, VT1. | 0,96 | |
| 2.Монтажна: встановити виводами у отвори МС DD1, DD2, DD3. | 2,1 | 2;3 |
| 3. Монтажна: встановити виводами у отвори МС DS1. | 1,0 | |
| 4.Монтажна: встановити виводами у отвори ЕРЕ R5, R6, R7, R8, R9, RIO, Rll, R12, R13. | 1,08 | |
| 5. Монтажна: встановити виводами у отвори ЕРЕ R15, VT3 та МС DD5. | 1,0 | |
| №, назва, зміст операції | Норма часу | № РМ |
| б.Монтажна: встановити виводами у отвори ЕРЕ R14, VT2 та МС DD4. | 1,0 | |
| 7. Групова пайка. | 1,0 | |
| 8.Допайка. | 1,0 | |
| 9.Промивка. | 1,0 |
6) Для забезпечення безперервної роботи конвейєра проводиться нормування всіх заготівельних операцій згідно з типами обладнання, що використовується. Результати зводяться до таблиці, аналогічній таблиці 1. Визначається сумарна працеємність заготівельних робіт та орієнтовна кількість робочих місць та операцій заготівельних робіт.
7) Згідно з графіком синхронізації проводимо розробку маршрутної технології, яка повинна містити всі заготівельні операції, всі монтажні операції по графіку синхронізації у послідовності їх виконання, заключні операції - контрольні.
Кожна з операцій описується за чотирма індексами А, Б, О і Т. За індексом 'О' в монтажних операціях виписується зміст графіку синхронізації. Правила оформлення МК - ГОСТЗ. 1118-82.
8) На кожну з операцій МК розробляється та оформлюється операційна технологія, яка містить два документи:
– операційна карта (ОК) – описується операція за переходами у послідовності їх виконання зі вказівкою інструменту, що використовується. Правила оформлення ОК -ГОСТЗ. 1407-86;
– карта ескізів (КЕ) – повинна містити вид виробу після виконання даної операції. Правила оформлення КЕ - ГОСТЗ. 1105-85.
Приклад змісту операції
Читайте також:
- Забруднення біосфери пестицидами та їх негативний вплив на природу і людину
- Крок 3: Негативний зворотній зв'язок
- Негативний вплив людини
- Негативний вплив на життєдіяльність людей та функціонування об’єктів економіки метеорологічних явищ.
- Нітрати, їx негативний вплив і шляхи його запобігання
| <== попередня сторінка | | | наступна сторінка ==> |
| Матеріали для каркасів | | | Конвейер розподільний |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |