РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Конструювання штамповок
Конструювання заготовок, виготовлених куванням чи штампуванням, передбачає вибір способу її отримання, розташування в штампі, врахування обсягу подальшої обробки тощо. При цьому враховують технологічні можливості методу виготовлення.
Конструкція штамповки залежить від її розташування в штампі та взаємного розміщення її основних поверхонь відносно площини рознімання штампа. Умови вибору площини рознімання штампа:
- добре заповнення форми металом у процесі деформування;
- бажаний напрям волокон у структурі металу;
- мінімальна кількість технологічних переходів тощо.
Вибираючи різні площини рознімання штампа, отримуємо штамповки різної форми (рис.4.1).

| 
|
Рис. 4.1. Вплив поверхні рознімання штампа на форму поковок
У кожному конкретному випадку задовольняють основні вимоги, нехтуючи другорядними. Остаточний вибір способу виготовлення штамповки виконують порівнянням можливих альтернативних варіантів разом з техніко-економічними розрахунками. Але є і загальні рекомендації для найбільш поширених штамповок.
Штамповки шестерень, шківів, кришок, втулок тощо виконують здебільшого з площиною рознімання штампа, перпендикулярною до осі їх обертання. Заготовки валів, осей, важелів, тяг тощо мають площини рознімання штампів, розташовані вздовж осі обертання. При наявності у деталях наскрізних отворів у штамповках передбачають намітки для отворів з одного чи обох боків, які полегшують виготовлення отворів і суттєво впливають на якість поковок.
При конструюванні штамповки її технологічність забезпечують:
- максимальним спрощенням її конфігурації;
- вибором оптимального способу обробки металу тиском для виготовлення заготовки;
- отриманням максимальної кількості поверхонь, які не потребують подальшої механічної обробки.
При наявності у деталі порожнини чи отвору проектують намітку (рис.4.2).

| 
| 
|
| а | б | в |
| 
|

|
| г | д | е |
Рис.4.2. Типи поковок з намітками
Якщо наскрізний отвір при штампуванні отримати неможливо, то застосовують намітку з тонкою перемичкою (рис. 4.2, а). Мінімальний отвір, який при гарячому штампуванні не виконують – 30 мм. При штампуванні заготовок великої висоти обмежуються отриманням лише глухих наміток без подальшої просічки (рис.4.2, б).
Наскрізні отвори обов’язкові, якщо діаметр отвору більший чи дорівнює висоті заготовки. Можливі варіанти розміщення поверхні рознімання штампа і перемички зображені на рис.4.2, в - е. Її згодом видаляють - при обрізанні задирок.Залежно від форми і розмірів отвору розрізняють намітки з плоскою перемичкою, з розкосом, з магазином, з кишенею і глухі.
Плоску перемичку (рис.4.3, а) отримують у невеликих отворах з діаметром основи:
dосн.min = 24 + 0,0625Dп (4.3)
де Dп - найбільший діаметр поковки, мм.
Намітку верхнім знаком виконують глибиною h<d осн, а нижнім - глибиною h<0,8d осн..
При h/dотв<0,4 замість плоских наміток виконують намітку з розкосом (рис.4.3, б), при цьому smin=0,65 S, smax=1,35s. Намітки з магазином (рис.4.3, в) застосовують для отворів з dотв > 55 мм при наявності попередньогострумка, який формує намітку з розкосом.
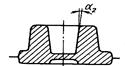
Якщо h>1,7dосн, чи після призначення радіуса заокруглення плоскої ділянки нема, то обмежуються глухою наміткою (рис.4.3, г) з радіусом заокруглення:
r = dосн /2 tg (45о – α/2) (4.4)

| 
|
| а | б |

| 
|
| в | г |
Рис.4.3. Перемички у намітках отворів: а – плоска; б – з розкосом;
в – з магазином; г – глуха
Для двохсторонньої намітки зміщують поверхню внутрішнього рознімання, а з ним - і перемичку по відношенню до поверхні зовнішнього рознімання (рис. 4.4).

| 
| 
|
| а | б | в |
Рис.4.4. Рекомендований (а), можливий (б) і небажаний (в) варіанти перемички
Отже, загальні рекомендації для конструювання штамповок такі:
- площину рознімання в штампі вибирають, виходячи з умов мінімальної висоти його порожнини і зручності виймання штамповки;
- важкозаповнювані частини штамповки розташовують у верхній частині штампа;
- поверхні штамповки, перпендикулярні до площини рознімання штампа, повинні мати ухили (зовнішні - менші, внутрішні - більші);
- спряження поверхонь штамповки виконують плавними;
- дно штампа, матриці та пуансона роблять конічним.
Креслення заготовкивиконують на основі креслення деталі. Воно повинно містити всі необхідні дані для виготовлення - достатню кількість проекцій, видів, перетинів, з вказанням розмірів і їх відхилень, допустимих відхилень форми; радіусів заокруглень, шорсткості поверхонь; технічні вимоги до заготовок (термічна обробка, твердість, вимоги до форми, розмірів тощо). Контури поверхонь, які обробляють різанням, вказують суцільними тонкими лініями без нанесення розмірів. Розміри заготовки вказують так, щоб розмірні ланцюги були найкоротшими, а замикальними ланками були розміри, до точності яких не ставлять високі вимоги.
Читайте також:
- ВКАЗІВКИ ДО КОНСТРУЮВАННЯ
- ВКАЗІВКИ ДО КОНСТРУЮВАННЯ КОЛОН
- Вказівки до конструювання плити
- Вказівки до конструювання фундаментів
- Економічні засади конструювання
- Етапи художнього конструювання
- Загальні вимоги до якості виливок. Загальні принципи конструювання виливок
- Загальні правила та методичні положення конструювання
- Збірні та монолітні стрічкові, стовпчасті та плитні фундаменти. Особливості їх розрахунку, конструювання та влаштування.
- КОНСТРУЮВАННЯ БІОГАЗОВИХ УСТАНОВОК
- Конструювання виливків
- Конструювання гідравлічних баків
| <== попередня сторінка | | | наступна сторінка ==> |
| Конструювання виливків | | | Практичне заняття №5 |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |