РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Проектування технологічного маршруту механічної обробки деталі
Розробка технологічного процесу виготовлення деталі представляє собою складне завдання з великим числом можливих рішень.
Загальна схема технологічного процесу виготовлення деталі може бути представлена у вигляді послідовних наближень до показників деталі відповідно до вимог креслення. Етапи наближення: операції 1-го наближення (заготівельні); операції 2-го наближення (чорнова обробка); операції 3-го наближення (чистова обробка); операції 4-го наближення (викінчувальні роботи). Такий методичний підхід пояснюється тим, що на стадії чорнової обробки з'являються порівняно великі похибки, викликані деформаціями, що виникають в процесі різання, а також значним нагрівом заготовки. Крім того, винесенням викінчувальних операцій в кінець маршруту зменшують ризик випадкового пошкодження остаточно оброблених поверхонь у процесі транспортування. Також враховується те, що чорнову обробку можуть виконувати робітники більш низької кваліфікації на зношеному обладнанні.
Під час встановлення загальної послідовності обробки спочатку обробляють поверхні, прийняті за технологічні бази. Потім обробляють інші поверхні в послідовності, зворотній ступеню їх точності.
Викладений принцип побудови маршруту, проте, не у всіх випадках обов'язковий. При жорсткій заготовці та малих розмірах оброблюваних поверхонь остаточну обробку окремих елементів можна виконувати і на початку маршруту. Даний принцип, крім того, до певної міри суперечить принципу концентрації обробки, коли в одній операції можна поєднати переходи чорнової і чистової обробок.
Якщо деталь піддають термічній обробці, то технологічний процес виготовлення деталі розчленовують на дві частини: до термообробки і після неї. Для усунення можливих деформацій часто доводиться передбачати правку деталей або обробку окремих поверхонь після термообробки. Послідовність обробки залежить від призначених конструкторських баз.
Після операції механообробки, як правило, призначають контрольну операцію. Послідовність операцій також може змінитися, якщо деталь обробляється за типовим або групового процесу.
Розробка змісту операцій означає послідовність переходів в операції. Розробка технологічної операції починається з виявлення елементарних поверхонь, обробка яких повинна здійснюватися певним інструментом, тобто з розчленовування операції на переходи. У табл. 17 наведені схеми обробки поверхонь на різних верстатах. Переходи містять вказівки - якими інструментами можна отримати кожну елементарну поверхню в залежності: від необхідної точності і шорсткості. Одночасно з цим визначається кількість проходів з розрахунком глибини різання для кожного проходу (див. розрахунок припусків і режими обробки).
Після визначення змісту переходів розглядають можливість скорочення кількості інструментів, можливість застосування декількох інструментів в одному налагодженні та у зв'язку з цим - скорочення кількості проходів і переходів.
У процесі розробки переходів слід врахувати, що одночасна обробка декількох поверхонь забезпечує співвісність даних поверхонь з більш високою точністю.
Операція може містити один і більше установ, а також один і більше перехід. Спочатку розглядають і визначають кількість і послідовність встановлень, а потім - переходів. Для кожного установу виконується окремий ескіз із зазначенням номера установи.
Таблиця 17
| Схеми обробки поверхонь | Ескіз | Запис переходу |
| 1 | 2 | 3 |
| Токарні та свердлильні роботи | ||

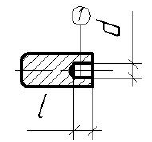
| 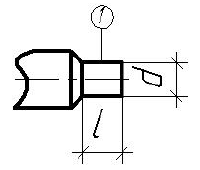
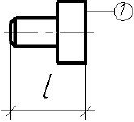
| Точити (шліфувати тощо) поверхню 1, витримуючи розміри l та d |

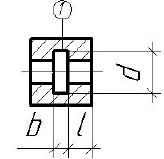
| 
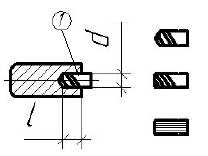
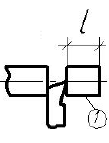
| Точити (шліфувати тощо) канавку 1, витримуючи розміри l, d та b |
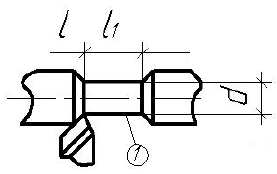
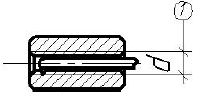
| 
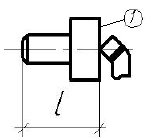
| Точити (шліфувати тощо) виточку 1, витримуючи розміри l, l1 та d |
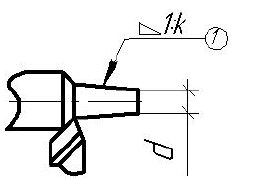
| 
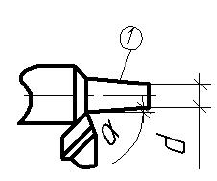
| Точити (шліфувати тощо) конус 1, витримуючи розміри 1:k та d |
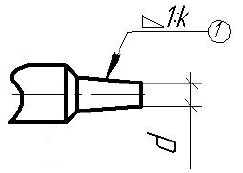
| 
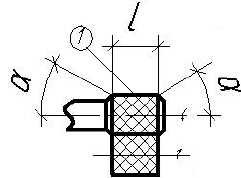
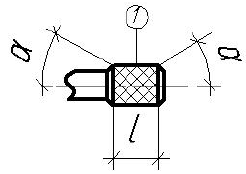
| Точити (шліфувати тощо) конус 1, витримуючи розміри α та d |
Продовження таблиці 17
| 1 | 2 | 3 |

| 
| Точити (шліфувати тощо) криволінійну поверхню 1, витримуючи розміри l, R, R1, R2, n та d |

| 
| Нарізати (фрезерувати, накатати тощо) різьбу 1, витримуючи розміри l та d |
| 
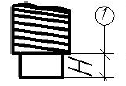
| Накатати рифлення 1 витримуючи розміри l та α |

| 
| Центрувати отвір |

| 
| Центрувати торець 1, витримуючи розміри α, l d1 та d |
| 
| Сверлити (зенкерувати, розгорнути тощо) отвір 1 витримуючи розміри l та d |
Продовження таблиці 17
| 1 | 2 | 3 |

| 
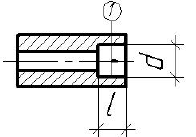
| Розточити (зенкерувати, шліфувати тощо) отвір 1 витримуючи розміри l та d |

| 
| Розточити канавку 1 витримуючи розміри l, b та d |

| 
| Зенкерувати (шліфувати, полірувати тощо) фаску 1 витримуючи розміри с×45 |
| 
| Нарізати (шліфувати, довести тощо) різьбу 1 витримуючи розмір d |

| 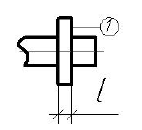
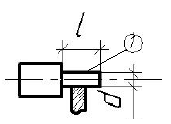
| Підрізати (шліфувати, полірувати тощо) торець бортика 1 витримуючи розмір l |
| 
| Підрізати (шліфувати, полірувати тощо) торець 1 витримуючи розмір l |
Продовження таблиці 17
| 1 | 2 | 3 |

| 
| Відрізати деталь (заготовку) витримуючи розмір l |
| Фрезерні роботи | ||
| 
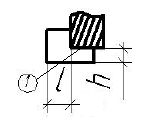
| Фрезерувати (стругати, шліфувати тощо) поверхню 1 витримуючи розмір Н |
| 
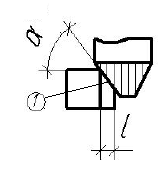
| Фрезерувати (стругати, шліфувати тощо) фаску 1 витримуючи розміри l та α |
| 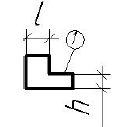
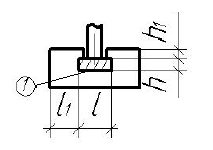
| Фрезерувати (стругати, шліфувати тощо) уступ 1 витримуючи розміри l та h |
| 
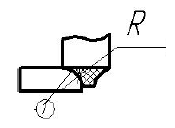
| Фрезерувати (стругати, шліфувати тощо) галтель 1 витримуючи розмір R |

| 
| Фрезерувати (стругати, шліфувати тощо) паз 1 витримуючи розміри b, l та h |
Продовження таблиці 17
| 1 | 2 | 3 |

| 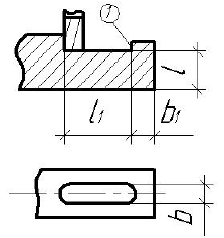
| Фрезерувати шпоночний паз 1 витримуючи розміри b, b1, l та l1 |

| 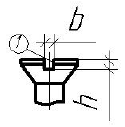
| Фрезерувати (протягнути) шліц 1 витримуючи розміри b та h |
| 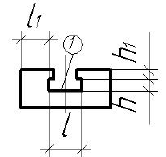
| Фрезерувати (протягнути) паз 1 витримуючи розміри h, h1, l та l1 |

| 
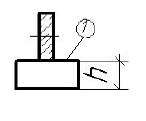
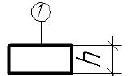
| Фрезерувати (стругати, шліфувати тощо) лиску 1 витримуючи розмір h |

| 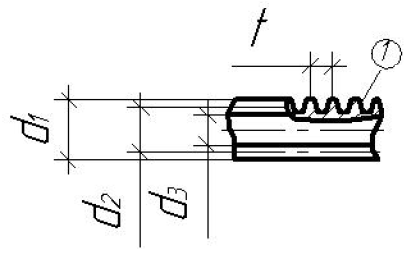
| Нарізати (фрезерувати, шліфувати тощо) черв’як 1 витримуючи розміри d1, d2, d3 та f |
Продовження таблиці 17
| 1 | 2 | 3 |
| Стругальні, довбальні, протяжні та прошивальні роботи | ||

| 
| Стругати (шліфувати тощо) поверхню 1 витримуючи розмір h |

|
| Довбати (протягнути) шестигранник 1 витримуючи розмір S |

| 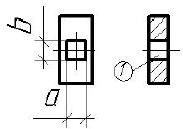
| Прошити (довбати, протягнути тощо) отвір1 витримуючи розміри b та a |

| 
| Протягнути шліци 1 витримуючи розміри b, d та α |
| Шліфувальні та доводочні роботи | ||
| 
| Шліфувати (полірувати тощо) поверхню 1 витримуючи розміри l та d |
Продовження таблиці 17
| 1 | 2 | 3 |

| 
| Шліфувати (полірувати тощо) отвір 1 витримуючи розміри l та d |
| 
| Шліфувати поверхню 1 витримуючи розмір h |
| Зубонарізні роботи | ||

| 
| Нарізати (фрезерувати, шліфувати тощо) зуби 1 витримуючи розміри d1, d2, d3 та f |

| 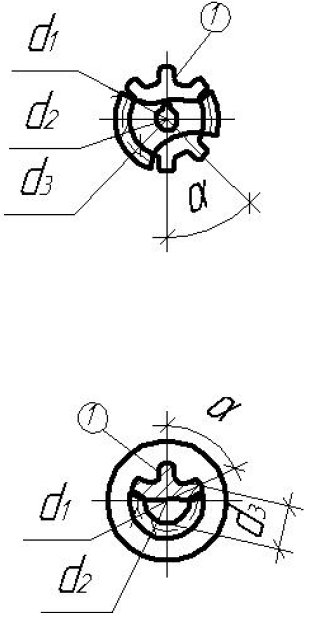
| Фрезерувати (довбати, стругати, протягнути, закруглити тощо) зуби 1 витримуючи розміри d1, d2 , d3 та α |
Дані, отримані під час проектування технологічного процесу механічної обробки деталі, внести в таблицю 18.
Таблиця 18
| № з/п | Назва та зміст операції й переходів | Ескіз обробки поверхонь |
| <== попередня сторінка | | | наступна сторінка ==> |
| Вибір базових поверхонь, розрахунок міжопераційних та операційних припусків на механічну обробку | | | Розрахунок (вибір) режимів різання, вибір технологічного обладнання, інструменту та засобів технологічного оснащення |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |