РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Охолодження труб
Таблиця 2.11 – Технічна характеристика індукційної печі
| Найменування параметрів | Розмірність | Параметр |
| Напруження в індукторах | В | |
| Сила стуму | А | |
| Частота | Гц | |
| Потужність генератора | кВт | |
| Швидкість труби в індукторах | м/с | 1,65-2,5 |
| Нагрів з холодного посаду | м/с | 0,75-1,9 |
2.7 Прокатка труб у редукційному стані
На ТПА 30…102 у потоці розташований редукційний стан, який має свою робочу лінію. Редукування труб здійснюється для отримання необхідного діаметру і товщини стінки.
На двадцятичотирьохклітьовому редукційному стані здійснюється прокатка труб діаметром від 60 мм і товщиною стінки від 5,5 мм, і довжиною 72426 мм.
Технічна характеристика редукційного стану приведена в таблиці 2.12
Таблиця 2.12 - Технічна характеристика редукційного стану
| Найменування параметрів | Розмірність | Параметр |
| Процес редукування безперервний Кількість робочих клітей у стані чорнових чистових | шт шт шт | |
| Міжклітьова відстань | мм | |
| Кліті чорнові, передчистові тип – трьохвалкові з не регулюючим калібром та трьома вводами крутячого моменту - діаметр робочих валків найбільший тиск металу на валок а) пікове б) яке встановилося найбільший крутячий момент на три валки а) пікове б) яке встановилося - вага кліті | мм кгс кгс кгс х м кгс х м кгс | |
| Найбільша швидкість труб на вході | м/с | 2,5 |
| Найбільша швидкість труб на виході | м/с |
| Найменування параметрів | Розмірність | Параметр | |
| Кліть чистова тип-трьохвалкова з регулюючим калібром та трьома вводами крутячого моменту номінальний діаметр робочих валків найбільший тиск металу на валки найбільший момент прокатки на 3 валка точність настройки валка зміщення валка на один оберт черв’яка механізму регулювання вага кліті | мм кгс кгс х м мм мм кгс | ±1,5 0,014 | |
| Кількість скоб у лінії стана | шт | ||
| Вага скоби у зборі | кгс | ||
Кількість клітей які необхідні для отримання потрібного розміру повинно відповідати калібровці (нормаль 10-7-91).
Деформація метала в редукційному стані ведеться з міжклітьовим натягом і відповідно з’являються потовщені кінці труб.
Схема осередку деформації приведена на рисунку 2.6.
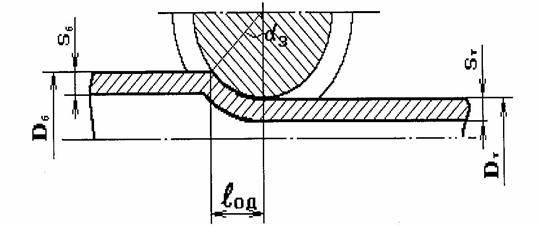
де Dб - діаметр чорнової труби після безперервного стану ;
Sб - товщина стінки чорнової труби після безперервного стану;
D т - діаметр готової труби ;
S т - товщина стінки готової труби ;
I од - довжина осередку деформації ;
α 3 - кут захоплення.
Рисунок 2.6 – Схема осередку деформації в валках редукційного стана
Набір клітей змінного обладнання, настройку стана і вимоги до них виконуються у відповідності з ТИ 242-ТР. ТБ-7-3-98.
Числа обертів двигунів(головного, допоміжного та чистових клітей) встановлюється з технологічними таблицями прокатки ТТП 242-ТР. ТБ –7-1-98
Таблиця 2.13 – Кількість робочих клітей редукційного стану
| Розмір готових труб,мм | Кількість чорнових і передчистових клітей | Кількість чорнових (базових)клітей | Кількість передчистових клітей (спецкалібровика) | Кількість чистових клітей | Кількість клітей взагалі | Кількість фальш клітей |
Щоб змінити діаметр труби на 0,1мм необхідно повернути черв’як на 3,5 обороти. Діаметр, товщина стінки і якість поверхні труб у холодному стані повинні відповідати вимогам ДСТУ, ТУ, СТП на ці труби.
При необхідності зміни товщини стінки труб шляхом зміни обертів допоміжного двигуна ураховуються рекомендації, які вказані у технологічних таблицях.
2.8 Обрізка потовщених кінців
Охолодження труб
Труби діаметром 32…76мм і товщиною стінки 4,0…6,0мм прокатуються у редукційному стані. Після прокатування труби розрізаються летучими ножицями зусилля яких 25 т на довжину від16 до 24м, швидкість прокатки 3,2…9,0 м/с і температурою труб не нижче 800 о С.
Зазор між ножами повинен знаходитись у межах від 0,4 до 1,5мм, затуплення ріжучої кромки не повинно перевищувати 1,0мм.
З урахуванням завдання ПДБ майстер прокату, вказує довжину труб та допустимі відхилення по довжині після порізки. Потовщені кінці труб підлягають обрізанню.
Після порізки труби надходять на шнекову та ланцюгову частини холодильника для охолодження. Для запобігання вигинання, труби повинні обертатися, перекачуватись і не чіплятись кінцями за розташоване поряд обладнання.
Труби з холодильника надходять на розподілові установки і там передаються у робочі поточні лінії відділки.
Норми обрізі вказані у спеціальних таблицях 2.14
Таблиця 2.14 - Норма обрізу потовщених кінців
| Готові розміри, мм | Готові труби, мм | Переробні труби, мм | Сумарна довжина обрізі,мм | ||||
| Діаметр | Товщина стінки | Передній кінець | Задній кінець | Передній кінець | Задній кінець | Товарні труби | Попередні труби |
| 5,5 |
3 Склад устаткування агрегату 30…102 з безперервним станом ТПЦ № 7
Труби виготовляють на ТПА 30...102 з безперервним станом в умовах трубопрокатного цеху ЗАТ “Ніко Т’юб”. Прокатка труб виконується по такій схемі:
1) Підготовка заготівки;
2) Нагрів заготівки;
3) Прошивка заготівки на прошивному стані;
4) Прокатка труб на безперервному стані;
5) Підігрів труб перед редукуванням;
6) Прокатка труб на редукційному стані;
7) Порізка, обрізка потовщених кінців, охолодження.
Схема технологічного процесу приведена на рисунку 2.1
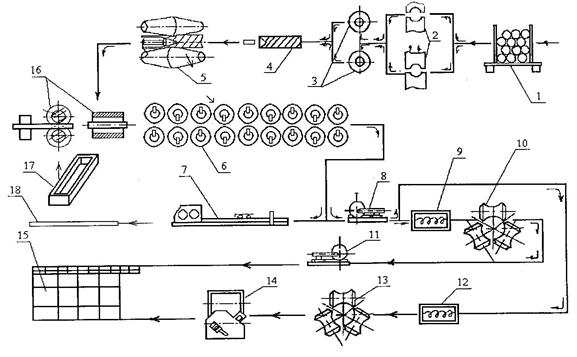
Рисунок 3.1 - Схема технологічного процесу виготовлення труб на ТПА 30…102 з безперервним станом в умовах ЗАТ“Ніко Т юб”
1) Склад заготівок ;
2) Порізка заготівок на прес-ножицях;
3) Кільцева піч;
4) Зацентровка заготівок;
5) Прошивний стан;
6) Безперервний стан;
7) Здвоєний оправковилучувач;
8) Дискова пилка обрізки розлахмачених кінців після безперервного стану;
9) Індукційна підігрівальна піч перед калібрувальним станом;
10) Калібрувальний стан;
11) Маятникова пилка;
12) Підігрівальна піч перед редукційним станом;
13) Редукційний стан ;
14) Летучі ножиці;
15) Охолоджувальний стан ;
16) Задача оправки в заготівку;
17) Ванна для охолодження оправок;
18) Оправка.
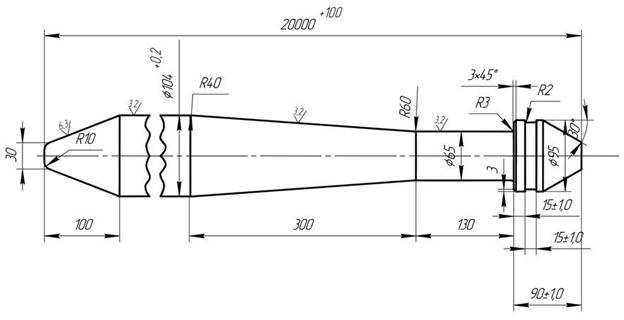
4 Технологічний інструмент і калібровка інструменту
До технологічного інструменту тпа 30-102 відносять:
1 Опраку прошивного стану.
Рисунок 4.1 Оправка прошивного стану.
2 Оправка безперервного стану.
4.2 Оправка безперервного стану.
3 Бочкоподібні валки прошивного стану
Рисунок 4.3- Валки прошивного стану.
4 Лінійка прошивного стану
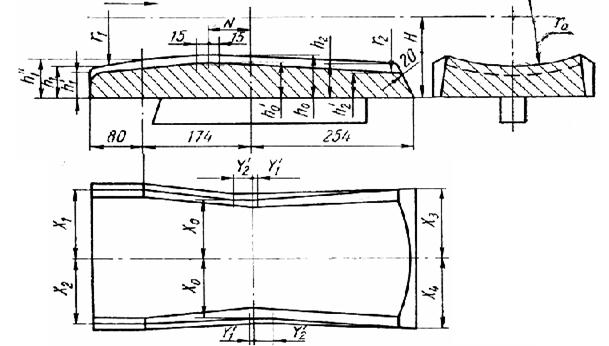
Рисунок 4.4 Лінійка прошивного стану.
5 Валок безперервного
Рисунок 4.5 Валок безперервного.
Продуктивність стану складає 52,77 т/г.
5 Охорона праці та екологія
Ремонтний персонал повинен додержуватися наступних основних правил:
До початку роботи:
- починати роботу без вивченні інструкцій з безпеки праці, первинного інструктажу на робочому місці, ознайомлення з умовами роботи, механізмами та пристроями забороняється;
- перед роботою необхідно перевірити своє робоче місце, наявність та справність робочого інструменту, простоїв та обладнання, наявність і надійність кріплення, огороджень і заземлень;
- про несправність обладнання докласти майстру (начальнику зміни) і без його дозволу до роботи не починати працю;
Під час роботи:
- робоче місце постійно утримувати у чистоті та охайності, не допускати загромадження його деталями, відходами, сміттям;
- працювати несправним інструментом та на несправному обладнанні забороняється;
- під час роботи механізмів забороняється знімати, відкривати і встановлювати огородження; закріплювати оброблюємі деталі, змазувати та ремонтувати механізми;
- ремонт, усування окремих поламок повинні виконуватися тільки при повністю вимкненим (знеструмленим обладнанням), що виключає самостійне вмикання механізмів;
- всі роботи зв'язані з відлітаючими уламками та бризками необхідно виконувати у захисних окулярах;
- ручний інструмент щоденного використання повинен бути закріпленим за робітником для індивідуального чи бригадного використання;
- відкручувати та закручувати гайки та болти шляхом подовження баєчних ключів іншими ключами або трубами забороняється;
- при ударах по коленому металу необхідно застосовувати прокладки, наставки з м'якого металу.
Заходи щодо зменшення їх впливу на працюючих
Працівники дільниці ТПА “30-102” працюють в умовах впливу шкідливих факторів, які можуть викликати професійні захворювання.
Шкідливими виробничими факторами є:
1) теплове промінення від кільцевих печей, секційної печі, гарячих заготованок та труб;
2) підвищені запиленість та загазованість повітря робочої зони;
3) шум обладнання, яке працює;
4) небезпека поразки електричним струмом;
5) небезпечні зони з деталями та вузлами механічного обладнання, які обертаються та рухаються;
6) недостатнє освітлення.
Для забезпечення сприятливих умов праці важливе значення має раціональне освітлення. Незадовільне освітлення перешкоджає проведенню робіт та може стати причиною нещасних випадків.
Освітлення у цеху повинне бути таким, щоб працюючий довгий час мог проводити спостереження за всіма операціями та механізмами без напруги та втоми зору.
Всі освітлювальні прилади у цеху слід періодично очищувати від бруду та пилу. Лампи освітлювачив у разі їх псування або зносу повинні бути негайно змінені.
Перелік шкідливих виробничих факторів та параметрів наведений у таблиці5.1.
Таблиця 5.1 – Співвідношення параметрів рівнів концентрації, що припускаються, з фактичними
| Параметр | Одиниця виміру | Припустимий зміст (ПДК) | Фактична концентрація |
| 1. Температура | °С | ||
| 2. Промінення | ТИ | 3-5 | |
| 3. Шум | dB | 87-106 | |
| 4. Пил | м2/м3 | 4-6,3 | |
| 5. Газ СО | м2/м3 | 6,24-12,5 | |
| 6. Освітлення | Люкс | 60-130 |
5.1.2 Засоби індивідуального захисту та санітарно-побутові умови праці
Використання засобів індивідуального захисту працюючих є необхідним та обов¢язковим для охорони їх здоров¢я. Згідно КЗОТ працівникам та службовцям безкоштовно видається спецодяг, спеціальне взуття та інші засоби, які необхідні для захисту працівників від шкідливих впливів виробничого середовища. Перелік засобів індивідуального захисту, строки їх використання визначаються згідно до типових галузевих норм чорної металургії. Розрахунок засобів індивідуального захисту по цеху та окремих дільницях виконується згідно до штатного розкладу.
Згідно до типової галузевої норми на весь списковий штат цеху (971 люд.) у якості індивідуального засобу захисту передбачаються каски зі строком носіння 24 місяці.
Для утворення необхідних комфортних умов на виробництві для робітників цеху обладнані спеціальні санітарно-побутові приміщення: вмивальник, душові, гардеробні, кімнати відпочинку, столова.
Розрахунок санітарно-побутових приміщень виконується згідно до СНіП 11-92-76 “Допоміжні будівлі та спорудження промислових підприємств. Норми проектування”.
Гардеробні розраховуються на списочний склад по групах робітників, виходячи з норми 0,6-0,8 м. на одного працюючого.
Душеві розраховуються виходячи з норми 15 чоловіків на одну сітку, жінок – 13 на одну сітку. Площа приміщення – 24 м2 на одну душеву сітку.
Приміщення для відпочинку у робочий час – з розрахунку 0,2 м2 на одного працюючого.
При кількості працюючих у найбільшій зміні 200 людин й більше передбачається столова. Кількість місць у столовій приймається з розрахунку 4 людини на одне місце. Столова ТПЦ ЗАТ “Ніко Т¢юб” обслуговує також робітників ремонтної служби ЗАТ.
Склад та забезпеченість санітарно-побутових приміщень ТПЦ приведені у таблиці 5.2.
Таблиця 5.2 – Склад та забезпеченість санітарно-побутових приміщень ТПЦ
| Вид приміщення | Потрібна кількість | Фактична кількість |
| Гардеробні, місць | ||
| Душеві, сіток | ||
| Вмивальники, кранів | ||
| Приміщення особистої гігієни жінок | -- | |
| Туалетні кімнати | ||
| Приміщення для відпочинку, м2 | ||
| Столова, м2 посадочних місць | -- |
Екологічної ситуації підприємства
Трубопрокатний цех ЗАТ “Ніко Т¢юб” введений до експлуатації у 1970 році. З того часу у цеху здійснювалися модернізації та реконструкції обладнання, які мали метою не тільки вдосконалення машин та механізмів, а й боротьбу з забрудненням навколишнього середовища.
Основними джерелами забруднення атмосферного повітря у цеху є :
1. нагрівальні, підігрівальні та термічні печі;
2. прошивний, безперервний, калібрувальний та редукційний стани;
3. устаткування продувки труб;
4. заточні та деревообробні верстати.
У кільцевих печах заготованки нагріваються газом. При цьому палиться багато повітря, в якому при згоранні газу концентрується велика кількість шкідливих речовин. На заготованці згарають ті речовини, з якими вона контактувала, а також верхній шар заліза. Внаслідок цього процесу утворюється огар та газ СО2.
При протіканні води по нагрітих елементах станів вона випаровується й підіймається вгору. При цьому пар захоплює пил, який знаходиться у повітрі. Вся ця брудна маса вентиляцією викидається за межі цеху. Там температура брудного пару знижується і водяні краплі разом з брудом падають на землю. Таким чином земля забруднюється окалиною, частками заліза та іншими шкідливими речовинами.
В певній мірі стани забруднюють навколишнє середовище графітованим пилом, який з¢являється при спрацюванні щіток.
Значним джерелом забруднення є відділ травлення труб кислотою. В травильних агрегатах труби оброблюються розчинами кислот, пари від яких забруднюють повітря. Вони вентиляторами витягуються з цеху, захоплюються вітрами, з¢єднуються з водяними парами та випадають на землю у вигляді кислотних дощів.
У процесі основного виробництва відроблена вода забруднюється огаром, нафтопродуктами, розчинними солями важких металів від травлення труб в різноманітних кислотах: сірчаної, соляної, азотної, плавикової або в їх сумішах.
У цеху є багато джерел різкого, нерівномірного шуму. Джерелами такого шуму є приводи станів, скидання труб у “кишені”, т. ін.
Шум, вібрація, забруднення повітря огаром та пилом сприяють до захворювань працівників цеху, а також до швидкішого руйнування навколишнього середовища.
| <== попередня сторінка | | | наступна сторінка ==> |
| Зміст навчальної практики | | | Заходи щодо покращення екологічного становища |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |