РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Гідравлічні преса
Гідравлічні преса в практиці порошкової металургії застосовуються для пресування великогабаритних виробів, коли необхідно прикладати великі зусилля (аж до 500 МН), регулювати швидкість прикладення тиску або забезпечувати витримки під тиском. Крім того вони застосовуються для пресування виробів складної форми ( 4, 5 група складності). Вони також мають переваги при необхідності пресування в напівавтоматичному або періодичному режимі.
До недоліків гідравлічних пресів слід віднести громіздкість гідравлічних систем; відсутність механічної інерції і потреба у великій кількості циркулюючих олив, які не дають розвинути велику швидкість. В порівнянні з механічними пресами швидкість гідравлічних пресів на третину менше.
Принцип дії гідравлічного преса заснований на законі гідростатичного тиску Паскаля, згідно якому зовнішній тиск на рідину передається у всі сторони рівномірно. На мал. 1(Шкап) представлені принципова конструкція гідравлічного преса і гідравлічна схема його роботи. Гідравлічна схема (мал. 1, би) преса є двома циліндрами різного діаметру, з’єднаних між собою і заповнених робочою рідиною преса (мал. 1,з). Циліндр малого діаметру обладнаний поршнем, який називається плунжер. При додаванні тиску на рідину за допомогою плунжера на великий поршень діє зусилля, в стільки разів більше, на скільки його діаметр більше діаметру плунжера. Це зусилля може бути визначене за допомогою виразу (10)
, (10)
Де Р2 - тиск на великий поршень; Р1 - тиск на плунжер; D - діаметр поршня великого циліндра; d - діаметр поршня плунжера.
При цьому великий поршень проходить шлях, в стільки разів менший, в скільки його площа більше площі плунжера.
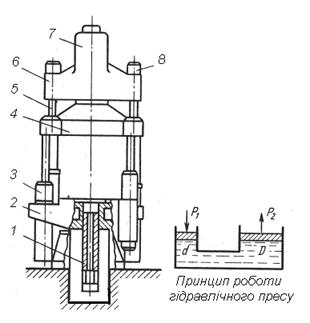
1 – главный цилиндр с плунжером; 2 – верхняя неподвижная траверса; 3 – колонна;
4 – подвижная траверса; 5 – цилиндр обратного хода; 6 – рабочий стол; 7 – выталкиватель; 8 –гайка крепления колонны
Рисунок – Конструкция гидравлического пресса
У порошковій металургії широко застосовують неспеціалізовані гідравлічні преси, пристосовані для пресування порошкових матеріалів. Це в основному преси з верхнім прикладенням тиску по схемі одностороннього пресування. У них також відсутні пристрої для завантаження порошку в прес-форму.
Робота на таких пресах можлива по двох схемах - човникової і карусельної.
Так, наприклад, при пресуванні фрикційних дисків застосовують човникову схему (мал. 3, а). В цьому випадку засипка і розрівнювання порошку в матриці і установка верхнього пуансона виконуються поза зоною пресування. Зібрана прес-форма 1 за допомогою горизонтально розташованого гідравлічного циліндра 3 подається під плунжер 2. Після закінчення циклу пресування за допомогою цього ж циліндра прес-форма повертається в початкове положення для проведення операції виштовхування. Виштовхувач 4, пов'язаний зі штоком іншого додаткового гідроциліндра, виштовхує спресований виріб разом з вкладишем (нижнім пуансоном) і верхнім пуансоном з порожнини матриці. Після закінчення циклу виштовхування виштовхувач повертається на місце, в прес-форму знову вставляється вкладиш і цикл пресування повторюється.
Рисунок 3 – Схемы работы неспециализированного гидравлического пресса: а — челночная: 7 – пресс-форма; 2 – плунжер; 3 —гидроцилиндр; 4 — выталкиватель; б — "карусель": 1 — поворотный стол; 2 — пресс-форма; 3 — пресс; 4 — выталкиватель; в — двенадцатигнездная "карусель": 1 — стол пресса; 2 — ось; 3 —поворотный стол; 4 — пресс-форма; 5 — гидроцилиндр; 6" — упор; 7 — толкатель; 8 — сбрасыватель
Недоліком цієї схеми пресування є мала продуктивність, яка обумовлена перестоєм преса під час підготовчих операцій (виштовхування спресованого виробу, установка вкладиша (нижнього пуансона), засипка і розрівнювання порошку.
Вища продуктивність має місце при пресуванні по карусельній схемі (мал. 3, б). Підвищення продуктивності відбувається за рахунок поєднання в часі основних і допоміжних операцій процесу пресування. Основною частиною цієї схеми є кільцевий поворотний стіл 1, в якому в спеціальних гніздах розміщуються від 4 до 12 прес-форми 2. Стіл обертається на кульковій опорі в напрямі, показаному на кресленні стрілкою. Привід столу розміщений усередині конвеєра, а сам стіл проходить між колон преса 3. Додатковий циліндр виштовхувача 4 винесений за межі пресу до позиції виштовхування.
Робота преса з додатковою схемою "карусель" відбувається таким чином. У позиції I в гніздо матриці вкладається вкладиш, засипається шихта і встановлюється пуансон. Позиція II в даній схемі є резервною, якщо робітник не встигне провести всі операції у позиції I. У позиції III відбувається пресування, у позиції IV спресований виріб разом з пуансоном і вкладишем виштовхується з матриці. На пресі змонтований додатковий блокувальний пристрій, що виключає подачу прес-форм з невстановленим пуансоном під плунжер преса. Продуктивність даного преса при роботі з 6-позиційним конвеєром 230-250 шт. виробів в годину.
У порошковій металургії у багатьох випадках гідравлічні преси оснащені спеціальними прес-блоками - свого роду спеціалізованими прес-формами, за допомогою яких можна більш повно використовувати технічні характеристики преса. Прес-блок є як би частиною преса. Основні вимоги до нього наступні:
- повинен максимально використовувати робочий простір преса, забезпечувати пресування виробу, максимального як за площею так і висоті;
- жорсткість прес-блоку повинна забезпечувати формування виробів при максимальних зусиллях преса;
- прес-блок повинен забезпечувати автоматизацію процесу пресування;
- конструкція повинна дозволяти швидку зміну прес-форми або окремих її частин ;
- давати змогу установки на ньому багатогніздних прес-форм і прес - форм для пресування виробів всіх груп складності.
У загальному випадку прес-блок складається з наступних основних деталей: плити верхніх пуансонів; плити матриць з гніздами під штовхачі рухливих упорів або без них; плити нижніх пуансонів з місцями кріплення рухливих упорів або без них; плити стрижнів або вузла кріплення стрижнів; напрямні колонки і втулки, що зв'язують всі плити прес-блоку; плити дозаторів з дозатором і приймальним столиком або транспортером для деталей; вузли кріплення блоку до пресу і установки на прес; вузли змащування і зйомники бруду.
Рис. 5. Циклограмма работы пресса Д2430:1—засыпка порошка в матрицу; II — холостой ход верхнего плунжера; III —прессование; IV —выдержка; V—обратный ход верхнего плунжера; VI — установка выталкивателя; VII — холостой ход верхнего плунжера; VIII — выпрессовка; IX — съем изделия; X — обратный ход верхнего плунжера
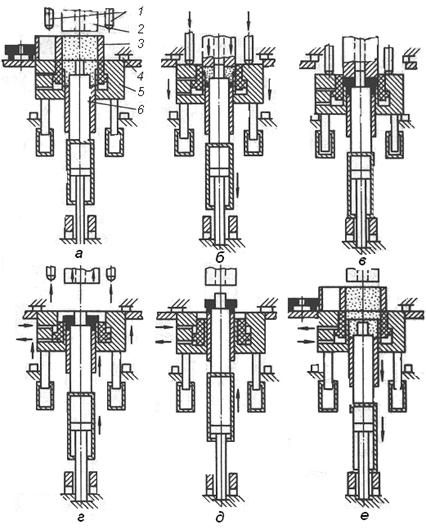
На мал. 4 зображений неавтоматизований інструментальний прес-блок для пресування втулки з буртом, призначений для універсального гідравлічного преса марки Д2430 (циклограма його роботи приведена на мал. 5). Він складається з наступних деталей: верхньої плити 7 зі встановленим на ній пуансоном 8 (можна встановити і більше число верхніх пуансонів), виштовхувача 10, що пересувається по напрямних 9, і верхніх напрямних колонок 6. Матриця 12 кріпиться кришкою 11 в плиті 5, яка підвішена на пружинах 4, що знаходяться в комбінованих колонках-втулках 3. Зовнішній нижній пуансон 13 закріплений на рухливій підпружинювальній плиті 15 (обмежувачі для плити 5, а також колонки, втулки, обмежувачі і пружини для плити 15 на кресленні не показані). Нижній внутрішній пуансон закріплений на проміжній плиті 2. У нижній плиті 1 розміщена пробка 19 для пружини 18 центрального стрижня 14. Вилка 16 забезпечує пресування тіла втулки. При витяганні деталі з матриці вилка 16 забирається і плита матриці опускається на плиту 17.

1 – нижняя плита; 2 – промежуточная плита; 3 – колонки-втулки; 4 - пружины; 5 – плита; 6 – направляющие колонки; 7 – верхняя плита; 8 – верхний пуансон; 9 – направляющие; 10 – выталкиватель; 11 – крепежная крышка; 12 – матрица; 13 – нижний пуансон; 14 – центральный стержень; 15 – подвижная плита; 16 – вилка; 17 – плита; 18 – пружина центрального стержня; 19 – пробка для пружины
Рисунок 4 (Клячко)- Схема пресс-блока пресса Д2430

Рисунок 5(Кляч) - Циклограма роботи преса Д2430:1-засипка порошку в матрицю; II - холостий хід верхнього плунжера; III – пресування ; IV - витримка; V-зворотний хід верхнього плунжера; VI - установка виштовхувача; VII - холостий хід верхнього плунжера; VIII - випресування; IX - знімання виробу; X - зворотний хід верхнього плунжера
Прес-блок працює таким чином (див. мал. 5). Підготовлені навішування шихти висипають в матрицю і розрівнюють. Включають прес і пресують деталь до упору у вилку 16. Потім по напрямних 9 вводять виштовхувач 10 в прес-блок і вторинним рухом верхнього плунжера витягують деталь з матриці. Далі цикл повторюється. Застосування такого прес-блоку дає змогу пресувати близько 50 деталей в годину.
Можливе також застосування прес-блоків, які працюють в автоматичному режимі. Так, наприклад, на мал. 6 (Шкап) показаний прес-блок, який призначений для пресування виробу типу втулки.

Виправить позицію 14 !!!
1 –направляюча втулка; 2 –середня плита; 3 –колони; 4 -упор; 5 –гідроциліндр; 6 –траверса; 7 –конусні штирі; 8 – верхня плита; 9 –тяги; 10 –втулки; 11 –шпонки; 12 – ланцюгова зірка; 13 – шток; 14 – пуансонотримач; 15 – гайки; 16 – пневмоциліндри; 17 – порожнина пневмоциліндра; 18 – пружини; 19 – плита; 20 – розрізна траверса; 21(7) – конусні штирі; 22 – верхня плита; 23(2) – середня плита
Рисунок 6 (Кляч) – Конструкція прес-блока для неспеціалізованих гідравлічних пресів
Прес - блок працює таким чином. Для пресування камера засипки встановлюється за допомогою двох пневмоциліндрів 3 з буртом, які входять у відповідні пази пуансон утримувача 5, з напрямними втулками 2 і колонками 19. Штоки 6 пневмоциліндрів 3, при обертанні яких можна встановити необхідну глибину камери засипки, угвинчені в укріплену на середній плиті 1 втулку 9. У маточині зірочок 7 закріплені шпонки 8, які ковзають в пазах штоків 6. Зірочки 7 з’єднані ланцюгом, що зрушується рукояткою через черв'ячний редуктор (на малюнку не показаний). Таким чином, обертаючи рукоятку черв'ячного редуктора, досягають підйому (опускання) пуансонотримача 5, регулюючи глибину камери засипки. Для зміни інструменту порожнина А пневмоциліндрів сполучається з атмосферою, ослабляються гайки 4 і поворотом пуансонотримача 5 навколо осі бурти пневмоциліндрів 3 виводяться з відповідних пазів пуансонотримача. Конструкція блоку забезпечує двостороннє пресування завдяки тому, що олива з порожнини б гідроциліндра 12, долаючи опір пружини клапана високого тиску, витісняється, унаслідок чого верхня плита 16 з матрицею починає переміщатися вгору до упору 11, розташованого на плиті 17, забезпечуючи тим самим ефект двостороннього пресування. Переміщення регулюється в широких межах.
Вузол виштовхування складається з розрізної траверси 14, стягнутої пружинами 18, двох тяги 10 з конічними наконечниками, укрученими у втулки 9 середньої плити 7. При ходу повзуна преса вниз тяга 10, розсунувши наконечниками траверсу 14, проходять крізь неї, після чого пружини 18 знову стягують обидві половинки траверси 14. Під час ходу повзуна вгору тяга 10 заплечиками наконечників упирається в розрізну траверсу 14 і через упор 13, а також верхній пуансон виштовхують деталь з матриці. При подальшому русі повзуна преса вгору конусні штирі 15 розсовують розрізну траверсу 14, конусні наконечники тяги 10 вільно проходять крізь траверсу: нижня і верхня частини блоку виявляються роз'єднаними.
Для пресування порошкових виробів широко застосовуються гідравлічні преси спеціально розроблені для цієї мети в СРСР, Японії, Болгарії, Німеччині і інших країнах. Технічні характеристики цих пресів представлені в таблицях Х-м додатку.
У Радянському Союзі випущено декілька моделей (ДА, П) спеціалізованих гідравлічних пресів-автоматів з електронною системою управління як універсальної дії, так і для певних виробів (табл.3,4 Клячко). Ці преси призначені для пресування виробів як по схемі стягання матриці (табл.3 Шкап), так і випресовування виробу за допомогою нижнього пуансона (табл.4). Преси мають головний пресувальний циліндр, циліндр стягання матриці, а також циліндр відведення центрального стрижня. Привід преса здійснюється гідроагрегатом, що є самостійною установкою. Гідравлічна схема в поєднанні з електричною забезпечує роботу преса в налагоджувальному, напівавтоматичному і автоматичним режимах. Спеціальні пресувальні блоки, забезпечують пресування деталей широкої номенклатури - від простих до виробів складної конфігурації з декількома переходами по висоті.
Вказані преси в 2…3 рази продуктивніше гідравлічних пресів, розглянутих нами вище.
Так, наприклад, деталі складної конфігурації, що мають переходи по висоті по внутрішньому і зовнішньому діаметру можна пресувати на пресі автоматі П812. Схема пресування показана на малюнку 7 (Шкап). Відповідно до цієї схеми перед початком пресування блок плавальної матриці 5, центральний стрижень 6 і знімне кільце знаходяться у верхньому положенні до упору. В цей же час верхній пуансон 2, закріплений в повзуні знаходиться у верхньому положенні. Одночасно порожнина матриці за допомогою живильника, який розташований над нею заповнюється порошком (мал. 7, а). У перший момент пресування, коли верхній пуансон входить в матрицю і починається обжимання порошку, матриця опускається вниз під дією упорів 1. Під збільшенням сил зовнішнього тертя порошку об стінки матриці і стрижень, одночасно з матрицею
1 – упоры; 2 – верхний пуансон; 3 – питатель; 4 – подвижные упоры; 5 – блок плавающей матрицы; 6 – центральный стержень (нижний пуансон)
Рисунок 7(Кляч) – Схема прессования втулки с наружными и внутренними буртами
на прессе П-812
опускається і центральний стрижень (мал. 7,6). Пресування закінчується, коли матриця і центральний стрижень дійдуть до упорів, що свідчить про остаточне формуванню внутрішнього і зовнішнього буртів втулки (мал. 7, в). Для запобігання поломці зовнішнього бурту при випресовуванні деталі за рахунок тертя об стінки матриці в конструкції преса передбачено попереднє зняття знімного кільця із зовнішнього бурту втулки (мал. 7, г). Після зняття кільця виштовхувач і центральний стрижень переміщаються вгору і випресовуючи деталь з матриці, яка підіймається до верхніх рухливих упорів 4 (мал. 7, д). Після закінчення виштовхування центральний стрижень повертається вниз, повністю звільняючи деталь, а знімне кільце ставиться в початкове положення. Живильник, переміщаючись над порожниною матриці, зштовхує спресований виріб і заповнює об'єм матриці порошком (мал. 7, в). Кількість порошку дозується верхнім положенням центрального стрижня і живильником, який відходячи назад зрізає надлишок порошку.
Для пресування великих об'ємів виробів простої форми застосовуються преси-автомати високої продуктивності. Так, для пресування заготівок твердосплавних пластин, можуть застосовуватись преси марки Та і Д (табл. 5, Шкап), продуктивність яких може складати 300…800 виробів в годину, а також преса марки (серії) ПА з продуктивністю 700…1100 шт. в годину, які розроблені в Болгарії (табл. 6 Кляч).
У табл. 8 показані технічні характеристики гідравлічних пресів-автоматів Німецької фірми "Mannesmann-Pulvermetall" із зусиллям пресування 300-3800 кН (мал. 9, а). Характеристика пресів цієї фірми із зусиллям пресування 4500-20000 кН показана в табл. 9 (мал. 9, в).
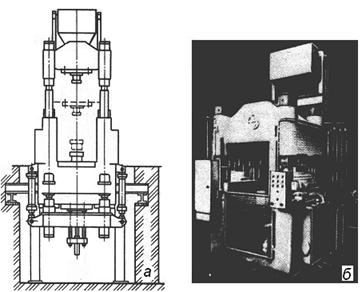
а – схема внешнего вида пресса с усилием прессования 2000кН;
б- внешний вид пресса с усилием прессования 6500 кН
Рисунок 9 (Кляч) – Гидравлические прессы фирмы "Mannesmann—Pulvermetall"
а - схема зовнішнього вигляду преса із зусиллям пресування 2000кН;
б- зовнішній вигляд преса із зусиллям пресування 6500 кН
Малюнок 9 (Шкап) - Гідравлічні преси фірми "Mannesmann-Pulvermetall"
Преси фірми "Mannesmann-Pulvermetall" працюють за принципом стягання або виштовхування. Фірма випускає ряд пресів зусиллями 0,3-20 МН. Робочий тиск насоса 31,5 МПа, що забезпечує компактнішу схему, ніж у пресів, що мають загальноприйнятий тиск 20,0 МПа. Витримка під тиском регулюється від 0,1 до 2,0 з. Рух матриць під час пресування вибирається або примусово, або у вигляді вільного плавання під впливом тертя порошку об стінки матриці. Порошок в матрицю засипається або у момент її підйому, або вже після того, як матриця піднялася. Для точної зупинки верхнього плунжера преси оснащені регульованими упорами. Регулювання камери засипки і юстирування нижнього пуансона на дзеркало матриці механізовані. Наявність трьох допоміжних циліндрів, розташованих у верхній рухливій плиті, і допоміжного циліндра в нижньому плунжері преса забезпечує пресування вельми складних деталей. Швидкість пресування на цих пресах достатньо висока. Наприклад, прес зусиллям 6500 кН має швидкість пресування 3,5 шт/хв. при глибині засипки 300 мм і 10 шт/хв. при глибині засипки 50 мм.
Найдосконалішою конструкцією пресів цієї фірми є преси серії HPMLE (табл. 10 Шкап). Відмінними рисами цих машин є: висока точність (±0,02 мм) розташування інструменту в позиціях пресування, засипки і стягання; регулювання в процесі роботи швидкості і зусиль пресування, стягання матриці, виштовхування за допомогою нижніх пуансонів; регулювання переміщення порошку під час пресування. Застосування мікроелектроніки і сервогидравліки дає змогу передавати технологічні параметри процесу пресування на зовнішню пам'ять і визначати можливі відхилення від оптимальних значень.
Для пресування порошкових заготівок можливе також застосування спеціалізованих пресів-автоматів японської фірми "Kotaki" із зусиллям пресування від 320 до 8000 кН і фірми "Komage"с зусиллям пресування від 200 до 3000 кН, характеристики яких приведені в таблицях 11 і 12 (Шкап). Преси забезпечують сім різних варіантів пресування з регулюванням витриму під тиском від 1 до 10 з. Преси оснащені універсальними блоками і пристосуваннями для швидкої їх заміни і працюють за схемою виштовхування виробу з матриці за допомогою нижнього пуансона.
Гідравлічні преси також виготовляє шведська фірма "ASEA" (табл.13 Шкап) із зусиллям пресування від 10 до 25 МН. Особливістю гідравлічних пресів шведської фірми "ASEA" типа QPA є наявність уніфікованого пресувального блоку, який дає змогу здійснювати монтаж інструменту зовні преса. Випускають гідравлічні преси для прес-блоків двох типів: з двома нижніми пуансонами і з трьома нижніми пуансонами. Преси і прес-блоки до них мають 10 циліндрів як головних, так і допоміжних (рис.12 Шкап), що дозволяє пресувати деталь з чотирма переходами по висоті.
Головний верхній циліндр 4 служить для управління рухом верхніх пуансонів і через нього передається тиск на пресований порошок. Верхні бічні циліндри 3 служать для переміщення плити матриці пресувального блоку вниз, а нижні бічні циліндри 7 переміщають її вгору. Чотири циліндри 10 регулюють висоту камери засипки у плит нижніх рухливих пуансонів. Під час пресування через ці циліндри можна створити регульоване зусилля, що протидіє зусиллю пресувальних пуансонів, цим дозволяючи регулювати щільність пресування. Циліндри 9 зрушують рухливі упори для плити стягання матриці пресувального блоку. Для роботи додаткового верхнього пуансона служить внутрішній верхній циліндр 5, а циліндр для стрижня 8 забезпечує незалежний рух центрального стрижня. Рух, регульований рухливим упором, передають спеціальні циліндри 1. Зовнішній верхній циліндр 5 дозволяє здійснювати роботу додаткового вернього пуансона, а циліндр 2 забезпечує роботу дозатора.
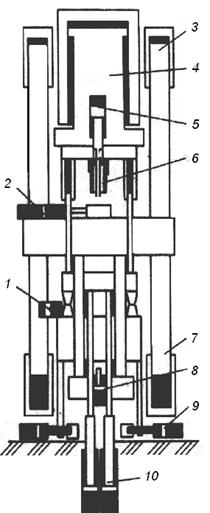
1 – цилиндр подвижных упоров; 2 – цилиндр дозатора; 3 – верхние боковые цилиндры; 4 - главный верхний цилиндр; 5 – внутренний верхний цилиндр; 6 – наружный верхний цилиндр; 7 - нижние боковые цилиндры; 8 – цилиндр стержня; 9 – цилиндры подвижных упоров плиты стягивания матрицы; 10 – цилиндры управления высотой камеры засыпки
Рисунок 12 (Кляч) – Схема расположения цилиндров прессов фирмы "ASEA"
Швейцарські гідравлічні преси фірми MEYER серії САМ1 мають зусилля пресування в межах 150…3400 кН (табл.7 Шкап) і програмне забезпечення. Преси забезпечують:
1) пресування з вільно або примусово плавальною матрицею;
2) ступінчасту вентиляцію порошку;
3) двоступінчасту засипку, порошку (засипка - попереднє пресування, засипка - остаточне пресування);
4) до п'яти різних рухів (самостійний рух центрального стрижня і чотири рухи верхніх і нижніх пуансонів). Загальний вигляд преса показаний на рисунку 8.
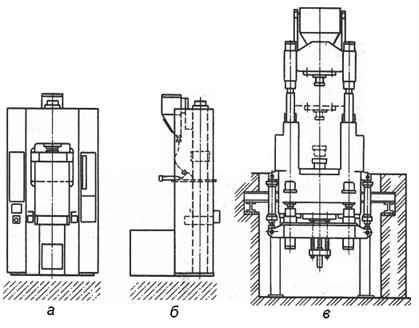
Рисунок 8 (кляч)? – Схема общего вида швейцарского гидравлического пресса фирмы «MEYER» (Проверить то тли?)
Відносно просту конструкцію прес-інструменту і широкі технологічні можливості мають гідравлічні преси американської фірми "Boldwing Lima Hamilton" з зусиллям пресування . Максимальне число незалежних рухів преса дозволяє значно розширити його технологічні можливості і спростити конструкцію прес-інструменту. Так, гідравлічний прес зусиллям 3000 кН має два незалежні верхні пуансони, виштовхувач, рухливу матрицю, осердя. Стрижень може бути встановлений як рухливий, так і нерухливий.
Американська фірма Denisson Jngenie-ring Co випускає гідравлічні преси із зусиллям пресування 40…120 кН. Їх особливістю є циклічне (пульсуюче) прикладення тиску до верхнього пуансона, що сприяє отриманню рівномірної щільності пресованих виробів. При амплітудному пониженні тиску на верхньому пуансоні, нижній пуансон, що знаходиться під постійним тиском, трохи просуває пресований порошок вгору. Коли тиск у верхньому циліндрі знов зросте, порошок опускається вниз.
Читайте також:
- В Україні немає свого фільмофонду і державного кіномузею, низький рівень кіноосвіти. Зовсім зникла кінопреса (журнали “Новини кіноекрана”, “Вавилон”).
- Виконавчі пристрої. Регулюючі органи. Виконавчі механізми. Гідравлічні виконавчі механізми.
- Виявляння витоку за допомогою гідравлічного преса
- Гідравлічні випробування резервуарів можна вважати безпечними
- Гідравлічні в’яжучі речовини.
- Гідравлічні ємкості
- Гідравлічні засоби автоматизації водорозподілу
- Гідравлічні і пневматичні двигуни
- Гідравлічні класифікатори
- Гідравлічні машини
- ГІДРАВЛІЧНІ МАШИНИ
| <== попередня сторінка | | | наступна сторінка ==> |
| Кривошипні преси підрозділяються на кривошипні і кривошипно-колінні. | | | Механіко -гідравлічні преси |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |