РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Викінчувальне оброблення напрямних.
Викінчувальне оброблення напрямних виконується на останньому етапі ТП. Шабрування, шліфування, тонке стругання, фрезерування спеціальними фрезами, оснащеними пластинами з надтвердого сплаву (напр., двошаровий гексаніт). Верстати за типом ті ж, що й для чистового оброблювання, але підвищеної точності та жорсткості.
Шабруванням оброблюють сірий чавун твердістю до НВ 220. Сталеві незагартовані напрямні і сірий чавун твердістю НВ > 220 шабруються погано. Шабрування застосовують для оброблення напрямних у випадках:
- необхідність забезпечення високої точності (відхилення менші за 10 мкм на 1000 мм), яка не може бути забезпечена різанням;
- оброблення напрямних значної довжини;
- оброблення важкодоступних граней, торцевих поверхонь.
Два способи шабрування: ручне і механічне, при якому швидкість різання (зворотно-поступові переміщення леза) забезпечується приводом (частота ходів – 20 с-1), а подача шабера здійснюється вручну. Глибина різання при попередньому шабруванні – 0,04 мм, при кінцевому – до 10 мкм. Контроль шабрування проводиться або по спряжуваній поверхні приєднуваної деталі, або по еталонній поверхні шабрувальної лінійки чи плити. При кінцевому шабруванні необхідно забезпечити необхідну кількість точок контакту на площі квадрату розміром 25 х 25 мм. Чим більше точок контакту, тим вища точність. Кількість точок залежить від вимог до точності станини. Для верстатів нормальної точності – до 20 точок; вищих класів точності (П, В, А) – 25 ... 30 точок.
Точність напрямних – в межах 2 мкм на 1000 мм довжини. Висота мікронерівностей: при механічному обробленні – 3 ... 5 мкм; при ручному – 1 ... 3 мкм.
Трудомісткість шабрування залежить від площі оброблення, довжини, форми, похибок попереднього оброблення, марки і твердості оброблюваного матеріалу. Наприклад, при чистовому шабруванні пласких чавунних напрямних шириною 150 мм необхідно 4 год. На кожен метр довжини, при доводочному шабруванні – у межах 30 год. Шліфування напрямних середньої довжини є дешевшим приблизно у 2 рази.
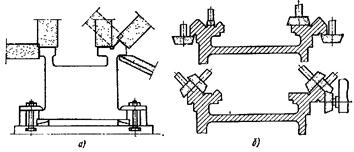
Шліфування і фрезеруваннязастосовують для викінчувального оброблення напрямних, загартованих до HRCЭ 65. Шліфування виконується на плоскошліфувальних верстатах торцем або периферією круга (рис. 2.16).
| 
|
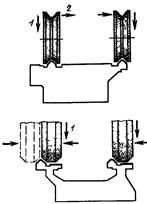
| Рис. 16. Шліфування напрямних: а) – периферією круга; б) – торцем круга. | Рис. 17 Шліфування профільними кругами. |
При шліфуванні периферією круга – продуктивність збільшується на 30 ... 40 %, досягається вища точність форми і менша шорсткість обробленої поверхні. Швидкість різання – до 35 м/с. Призматичні напрямні зручно шліфувати профільним кругом (рис. 17). Шліфування ельборовими кругами дозволяє отримувати відхилення від площинності до 5 мкм на 1000 мм довжини і параметр шорсткості до 0,16 мкм. При цьому продуктивність шліфування ельборовими кругами у 2 ... 4 рази вища, а стійкість круг у 50 разів віща, аніж стійкість звичайних шліфувальних кругів. Припуск на чистове оброблення – 0,05 ... 0,15 мм. При пласкому шліфуванні периферією ельборового круга швидкість різання – 30 ... 40 м/с; поздовжня подача – 0,5 ... 5,0 м/хв.; поперечна – 0,3 ... 1,0 мм/хід; глибина шліфування – 0,005 ... 0,06 мм.
Читайте також:
- Бухгалтерське оброблення первинних документів та їх збереження
- Загальні поняття про методи оброблення медичних даних.
- Застосування хіміко-термічного оброблення
- Інформаційні технології аналізу економічної інформації та прийняття управлінських рішень. Сучасні технологічні засоби оброблення інформації.
- Методи оброблення зовнішніх поверхонь пластичним деформуванням.
- Методи оброблення шпонкових канавок і шліців.
- Методологічні основи та організація бухгалтерського обліку в умовах автоматизованого оброблення даних
- Обґрунтування вибору технологічних баз і встановлення послідовності оброблення поверхонь заготовки
- Оброблення основи та інших базових поверхонь.
- Оброблення торцевих площин і кріпильних отворів.
- Оброблення цифрової інформації
| <== попередня сторінка | | | наступна сторінка ==> |
| Оброблення основи та інших базових поверхонь. | | | Оброблення торцевих площин і кріпильних отворів. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |