РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Оброблення торцевих площин і кріпильних отворів.
Оброблення торцевих площин (включно з різного роду отворами) проводиться на горизонтально-розточувальних, і багатоцільових верстатах. База - оброблена основа або напрямні. Особливо високі вимоги по точності висуваються до торцевих поверхонь секцій збірних станин, для яких торцеві поверхні є основними чи допоміжними базами.
Кріпильні отвори можуть бути гладкими наскрізними під болти і різьбовими наскрізними чи глухими для гвинтів. Оброблення отворів включає: центрування, свердління, розсвердлювання, цекування, зняття фасок, нарізування різі. Отвори під конічні та циліндричні штифти потрібно зенкерувати та розвертати.
Залежно від габаритів станини і маси, партійності, кількості і розташування отворів на станині, повторюваності партії, виробничих можливостей вибирають один з наступних варіантів оброблення, які відрізняються в основному устаткуванням та спорядженням.
1. Оброблення ручними машинами. Здійснюється по розмітці, по шаблонах, по місцю і в тих випадках, коли неможливо чи неекономічно використовувати верстати, наприклад, оброблення кількох дрібних отворів у торці станини чи оброблення отворів під штифти при складанні. Використовують електричні і пневматичні дрилі. Таким способом важко забезпечити високу точність по перпендикулярності осі отвору до базової площини.
2. Оброблення на радіально-свердлильних верстатах. Дві основні проблеми:
1) забезпечити доступ інструментів до всієї поверхні станини, що особливо проблематично при великих габаритах станини;
2) забезпечити поворот й індексацію станини для можливості оброблення чотирьох сторін.
Можливі шляхи рішення першої задачі:
- використання верстата відповідного розміру, який (верстат) дозволяє при нерухомій колоні і оброблюваній заготовці підвести шпиндель до всіх необхідних точок станини;
- переміщення заготовки станини відносно верстата, наприклад, встановивши заготовка на візок, який переміщується по рейках;
- переміщення колони верстата вздовж оброблюваної заготовки станини, помістивши колону верстата на візок;
- встановити декілька верстатів з перекриттям їх робочих зон, що дозволить кільком робітникам одночасно оброблювати отвори у різних частинах станини.
Оброблення отворів проходить по попередньому розмічуванню, або по накладних кондукторах (тільки свердління). Використання комбінованого інструменту.
3. Оброблення на багатоцільових верстатах. На горизонтальному БЦВ з поворотним столом можливе оброблення заготовок невеликих станин з чотирьох боків. На портальному БЦВ можна оброблювати станини додатково ще й зверху. Чим більшим є машинний час оброблення, тим вигідніше оброблення на БЦВ. Можливі компоновки БЦВ:
- БЦВ для п’ятистороннього оброблення (поворотний стіл і шпиндель, який за програмою системи ЧПК може займати горизонтальне і вертикальне положення);
- БЦВ токарно-карусельного типу з двома бабками – горизонтальною і вертикальною (рис. 2.18). Кожна бабка оснащена інструментальним магазином і пристроєм автоматичної зміни інструменту. Поворотний стіл може забезпечити поворот короткої станини для оброблення горизонтальною бабкою заготовки з чотирьох боків. На цих же верстатах можливе токарне оброблення круглих станин при безперервному обертанні стола. Токарні різці встановлюються або в шпинделі, або в окремі різцетримачі чи револьверні головки на бабках. Після токарного оброблення круглої станини на цьому ж верстаті можна здійснити фрезерування і оброблення отворів різними інструментами зверху і бокових сторін заготовки. Такі верстати оснащують змінними круглими столами і пристроями їх автоматичної зміни. Заготовка круглої станини (напр., вертикального токарного напівавтомата мод. 1К2820 може бути повністю оброблена на цьому верстаті за дві установки.
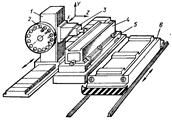
- БЦВ з рухомою колоною (рис. 2.19). Заготовки поздовжніх станин встановлюють на палети чи стіл, які в процесі оброблення є нерухомими. Переміщення інструментів вздовж заготовки здійснюється рухомою колоною БЦВ. Така компоновка є особливо зручною для оброблення великогабаритних заготовок масою більше 25 т. Нерухомість заготовки дозволяє одночасно оброблювати її з двох боків двома верстатами. При наявності поворотної шпиндельно головки з однієї установки можливе оброблення і верхньої площини. Якщо довжина поздовжнього переміщення колони верстата є значно більшою за довжину оброблюваної заготовки, то одним верстатом можна оброблювати кілька заготовок, встановлених у ряд.

| 
|
| Рис. 2.18. Оброблення станини з круговими напрямними на БЦВ токарно-карусельного типу: 1 – вертикальна бабка, 2 – горизонтальна бабка; 3 – заготовка, 4 – стіл у робочій позиції, 5 – вільна позиція (для стола), 6 – змінний стіл. | Рис. 2.19. Оброблення станини на БЦВ з рухомою стійкою в гнучкій `автоматизований системі: 1 – рухома колона, 2 - інструментальний магазин, 3 – поворотна шпиндельна головка, 4 – заготовка, 5 – палета, 6 – рейковий транспортний візок. |
Читайте також:
- А–в горизонтальній площині; б – у вертикальній площині
- Бухгалтерське оброблення первинних документів та їх збереження
- Взаємне положення площин. Перша позиційна задача
- Взаємне положення прямої і площини. Друга позиційна задача.
- Взаємне положення прямої та площини
- Взаємне розташування прямої та площини.
- Взаємне розташування прямої та площини.
- Видно, що ,( тобто площина паралельна до осі Ox.
- Визначення: Площина, що проходить через дотичну й головну нормаль до кривої в точці А називається дотичною площиною.
- Викінчувальне оброблення напрямних.
- Віддаль від точки до площини
- Відносно фронтальної площини проекцій модель треба розташувати так, щоб на цю площину вона спроекціювалась найбільш наочно – це зображення є головним виглядом.
| <== попередня сторінка | | | наступна сторінка ==> |
| Викінчувальне оброблення напрямних. | | | Зміцнення станин. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |