РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Тема 1.1.Зварні з’єднання і шви.
РОЗДІЛ 1. ЗВАРНІ З’ЄДНАННЯ
Зварні з’єднання. Типи зварних з’єднань визначаються взаємним розташуванням елементів які підлягають зварюванню. Згідно стандарту розрізняють наступні типи зварних з’єднань (рис.1.1.):
- стикові з’єднання – це з’єднання елементів, що примикають один до одного торцевими поверхнями;
- з’єднання внакладку – це з’єднання, в якому елементи, що підлягають зварюванню, розташовані паралельно і частково перекривають один одного;
- таврове з’єднання – це з’єднання, в якому торець одного елемента прилягає під кутом і приварюється до бокової поверхні другого елемента;
- кутове з’єднання – це з’єднання двох елементів, розташованих під кутом і зварених у місці прилягання їхніх країв.

Рис. 1.1. Типи зварних з’єднань: стикове (а), внакладку (б), таврове (в), кутове (г) ( на прикладі зварювання плавленням )
При зварюванні плавленням, щоб забезпечити потрібну глибину проплавлення, вдаються до спеціальної обробки кромок – розкриття (рис.1.2.). Для кожного способу зварювання, в залежності від товщини металу, стандарти на спосіб зварювання рекомендують вид і конструктивні розміри елементів розкриття кромок.

Рис.1.2. Приклади розкриття кромок.( а - зазор, b – притуплення, a - кут розкриття кромок).
Зварні шви. Стикові шви. При зварюванні плавленням стикові шви – це шви, які з’єднують елементи стикового з’єднання. Вони можуть бути одно – і двосторонніми, причому шов може бути виконаним за один або декілька проходів (шарів ), тобто шов одно- або багатошаровий. Якщо переріз шва з обох сторін при двосторонньому зварюванні майже однаковий, то такий шов зветься симетричним; якщо переріз з однієї сторони більший ніж з другої - несиметричним. Шов меншого перерізу зветься підварочним. Основні параметри одношарового стикового шва показані на рис.1.3.

Рис.1.3. Типи стикових швів: а – односторонній; б – двосторонній несиметричний; в – односторонній багатошаровий; г – конструктивні елементи стикового шва ( H – товщина шва, h – глибина проплавлення, g – випуклість, e – ширина шва).
Для оцінки шва використовують і інші характеристики: коефіцієнт форми ( співвідношення ширини шва до глибини проплавлення ), кут переходу від металу шва до основного металу, загальну площу шва.
При зварюванні тиском за допомогою стикових швів отримують стикові та таврові з’єднання. Параметри шва в цьому випадку визначаються шириною та площею шва.
Кутові шви. Кутові шви характерні тільки для зварювання плавленням. За допомогою кутових швів з’єднуються елементи з’єднань внакладку, таврові та кутові з’єднання. Кутові шви можуть бути випуклими, нормальними і увігнутими. Основні параметри нормального кутового шва представлені на рис.1.4.

Рис.1.4. Кутові шви: а- нормальний ( К-катет шва, а – товщина шва); б – випуклий; в – увігнутий.
В залежності від катету кутового шва вони виконуються за один або декілька проходів.
Інші види швів. З’єднання внакладку можуть бути зварені прорізними швами (характеризується шириною шва), електроклепками (характеризується діаметром) і також шляхом зварювання тиском точковим (основний параметр – діаметр ядра точки) або шовним швом (характеризується шириною шва). ( рис.1.5.).

Рис.1.5. Шов прорізний (а), шов електроклепаний (б), шов точковий (в), шов шовний (г).
Існують також шви переривисті з ланцюговим та шаховим розташуванням ділянок ( рис.1.6. ); шви прямолінійні, кругові, кільцеві та шви більш складної конфігурації.
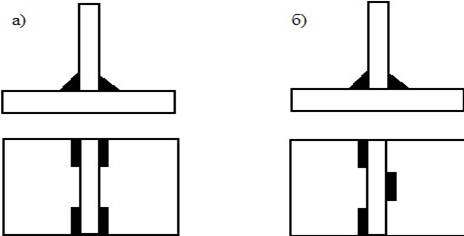
Рис.1.6. Шви переривисті ланцюгові (а ) і шахові (б ).
Умовне зображення та позначання зварних швів і з’єднань. Всі стандартні зварні шви, не залежно від способу зварювання, умовно зображають суцільною основною лінією, якщо шов видимий, і штриховою лінією, якщо шов невидимий (рис.1.7. ).

Рис.1.7. Зображення зварних швів.
Видима поодинока зварна точка зображується знаком“ + “, який виконують суцільною основною лінією. Невидима точка не показується. В разі зображення багатошарового шва коли є необхідність вказати послідовність виконання шарів, дозволяється наносити контури окремих шарів.( рис.1.8.)

Рис.1.8. Зображення багатошарового шва.
Нестандартні зварні шви зображують з позначенням усіх конструктивних елементів, необхідних для виконання шва. При цьому межі шва зображають суцільною основною лінією, а конструктивні елементи окрайок у межах шва – суцільною тонкою лінією.
Позначення зварних швів і з’єднань виконується таким чином. Від зображення шва проводять лінію-виноску, яку закінчують однобокою стрілкою. Лінія – виноска призначена для напису умовного позначення зварного з’єднання. Структура умовного позначення наведена на схемі рис.1.9.
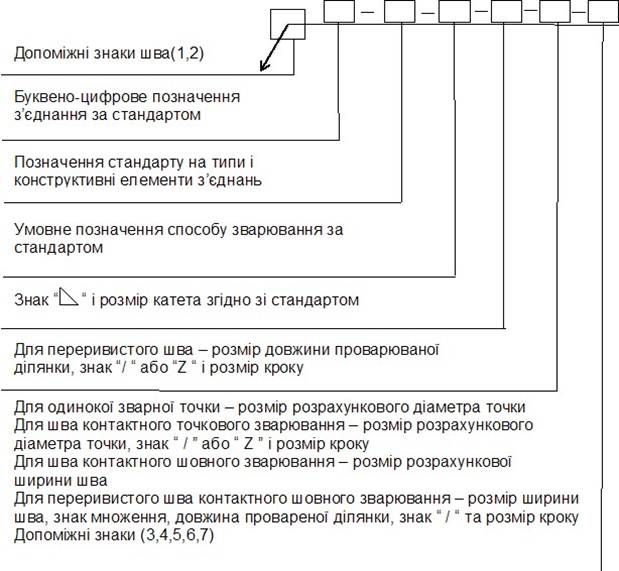
Рис.1.9.Схема умовного позначення зварних швів та з’єднань.
Умовне позначення треба наносити на полиці, якщо вона проведена від лицевої сторони шва, і під полицею, якщо проведена від зворотної сторони. За лицеву сторону приймають ту , на якої виконується зварний шов. Якщо на кресленні є декілька однотипних швів, то умовне позначення пишуть один раз, а на стрільці записують його номер та їх кількість на даному креслені (наприклад, 5№1).
Для інших однотипних швів на полиці ставлять тільки відповідний номер шва. Буквені позначення дугового зварювання і ручного дугового зварювання на кресленні не проставляють. Буквені позначення інших способів зварювання на кресленні проставляють тільки у випадку, якщо використовуються декілька способів зварювання. При використанні одного способу зварювання його вказують в технічних вимогах на кресленні. При наявності на кресленні швів, що виконуються за одним стандартом, його вказують тільки в технічних вимогах креслення. Якщо на кресленні всі шви однакові, то їх позначають лінією – виноскою без полиці.
Допоміжні знаки. Структура позначення передбачає використання допоміжних знаків, які наведені в таблиці1.1.
Таблиця 1.1. Допоміжні знаки.
| Номер знака | Знак | Значення допоміжного знака | Розміщення знака | |
| з лицевого боку | із зворотнього боку | |||
| 1. | 
| Шов по замкненій лінії | 
|
|
| 2. | 
| Шов виконати на монтажі | 
|
|
| 3. | 
| Випуклість шва зняти | 
|

|
| 4. | 
| Напливи і нерівності шва обробити | 
|

|
| 5. | 
| Шов переривистий чи точковий, ланцюговий | 
|

|
| 6. | Z | Шов переривистий чи точковий, шаховий |
 Z Z
|

|
| 7. | 
| Шов по незамкненій лінії | 
| 
|
Позначення стандарту на типи і конструктивні елементи зварних з’єднань. Позначення стандарту виконується шляхом написання на полиці назви документа та його номеру, наприклад, ГОСТ 5264– 80 (або ДСТУ). В таблиці 1.2. наведений перелік стандартів на основні типи зварних з’єднань для різних способів зварювання.
Таблиця 1.2. Перелік стандартів на основні типи зварних з’єднань для різних способів зварювання.
| СТАНДАРТ | НАЙМЕНУВАННЯ |
| ГОСТ 5264-80 | Ручне дугове зварювання |
| ГОСТ 8713-79 | Дугове зварювання під флюсом |
| ГОСТ 14771-76 | Дугове зварювання у захисних газах |
| ГОСТ 14776-79 | Дугове зварювання. З’єднання зварні точкові |
| ГОСТ14806-80 | Дугове зварювання алюмінію і алюмінієвих сплавів в інертних газах |
| ГОСТ 15164-78 | Електрошлакове зварювання |
| ГОСТ 15878-79 | Контактне зварювання |
| ГОСТ 16037-80 | Дугове зварювання сталевих трубопроводів |
| ГОСТ 16038-80 | Дугове зварювання трубопроводів з міді і мідно-нікелевих сплавів |
| ГОСТ 16098-80 | Дугове зварювання двошарової корозійно-стійкої сталі |
Буквенно- цифрове позначення з’єднання за стандартом. Стикові з’єднання позначаються - С; таврові-Т; внакладку- Н; кутові – У; нестандартні з’єднання – О ( особливе). Цифри біля букв, наприклад С25, Т3, вказують порядковий номер даного з’єднання у ГОСТі (ДСТУ) на спосіб зварювання.
Умовне позначення способу зварювання за стандартом. Спосіб виконання зварювання позначається буквами: Р – ручне, А – автоматичне, М – механізоване, які пишуться перед умовним позначенням способу зварювання. Дугове зварювання позначається Є; електрошлакове - Ш; в інертних газах неплавким електродом без присадкового металу – ИН; в інертних газах неплавким електродом з присадковим металом – ИНп; в інертних газах і їх сумішах з вуглекислим газом та киснем плавким електродом – ИП; в вуглецевому газі і його суміші з киснем плавким електродом - УП, ультразвукове – Уз; тертям – Тр; холодне – Х; дифузійне – Дф; контактне точкове – Кт; контактне шовне – Кр; контактне стикове – Кс; контактне стикове опором – Ксс; контактне стикове оплавленням – Ксо; електронно-променеве – Єл; лазерне – Лз; вибухом – Вз; плазмове – Пз. Крім того, для автоматичного зварювання прийняті такі позначання: автоматичне зварювання під флюсом без застосування підкладок і підварочного шва – А; автоматичне зварювання під флюсом на флюсовій подушці –Аф; автоматичне зварювання під флюсом на сталевій підкладці – Ас; автоматичне. зварювання під флюсом на мідній підкладці – Ам;: автоматичне зварювання під флюсом з попереднім накладання підварочного шва – Апш; автоматичне зварювання під флюсом з попередньою підваркою кореня шва – Апк. Такі ж самі індекси використовуються і для механізованого зварювання ( Мс, Мпк ).
Приклади умовного позначання зварних з’єднань і швів наведені в таблиці 1.3.
Таблиця 1.3.Приклади умовного позначення зварних з’єднань і швів.
| Зварне з’єднання та шов | Умовне позначення |
| Шов таврового з’єднання без розкриття окрайків, з двох сторін, переривчатий з шаховим розташуванням, виконаний дуговим зварюванням в середовищі вуглекислого газу плавким електродом. Катет шва 6 мм. Довжина шва 50мм., крок 100мм. На кресленні три однакових шва N1 | 
|
| Спрощене зображення однакових швів при умові повного позначання одного з них | 
|
| Теж саме, якщо всі шви однакові | 
|
Загальні вимоги до зварних з’єднань. Вимоги до зварних з’єднань і швів залежать від типу конструкції, умов ії навантаження і експлуатації. Але, будь яке зварне з’єднання, незалежно від призначення конструкції, повинно мати відповідну працездатність при мінімальних витратах на виготовлення і експлуатацію. Нижче наведені основні вимоги до зварних з’єднань, дотримання яких дозволяє одержати надійну та економічну конструкцію.
Вибір типу з’єднання. Оптимальними з’єднаннями при зварюванні плавленням і тиском є стикові з’єднання. Вони добре забезпечують одночасно герметичність і міцність, оптимальні для фізичних методів контролю якості, економічні. При статичному навантаженні стикові з’єднання забезпечують рівноміцність з основним металом для більшості марок вуглецевих і низьколегованих сталей, багатьох марок високолегованих сталей.
Для деяких марок загартованих високоміцних сталей та алюмінієвих сплавів стикові шви по міцності нижчі за основний метал (утворення “м’якого прошарку” ). Для підвищення міцності такого з’єднання передбачається місцеве збільшення товщини металу в зоні розташування зварного шва.
Як правило, стикові шви розташовують перпендикулярно діючому зусиллю.
В конструкціях, які працюють при статичному навантаженні, широко використовують з’єднання внакладку. Вони потребують меншої точності при підготовці окрайків та складанні з’єднання. З’єднання внакладку є основними при зварюванні тиском точковим або шовним швами. При статичному навантаженні концентрація напружень в кутових лобових і флангових швах не знижує несучої спроможності конструкції. З’єднання внакладку не рекомендуються для конструкцій, які працюють в умовах корозійного середовища, тому що важко забезпечити надійний захист елементів в місці контакту.
Таврові з’єднання застосовуються в балочних та рамних конструкціях. При статичному навантажені таврові з’єднання, як правило, виконують без розкриття окрайків.
При статичному навантаженні для всіх типів з’єднань концентрація напружень, що викликана типом зварного з’єднання або формою шва є небезпечною для конструкцій з високоміцних сталей, чи тих, що працюють при низьких температурах. Для таких конструкцій не слід допускати з’єднання з непроваром, перехід одного елементу до другого повинен бути плавним.
При змінному і динамічному навантажені перевагу мають стикові з’єднання без випуклості. Опір руйнуванню внаслідок втомленості з’єднань внакладку (особливо з фланговими швами ) нижче за стикові з’єднання. Слід запобігати односторонніх стикових та переривчатих швів та скупчення декілька швів в обмеженої зоні. Мінімальна відстань між швами повинна бути не менш 50 мм.
Вимоги до розкриття окрайків. Розкриття окрайків використовують з метою: зменшення долі основного металу в металі шва, отримання сприятливого термічного циклу, зниження вірогідності виникнення дефектів, забезпечення повного проплаву окрайків та ін. В залежності від способу зварювання, товщини і марки металу для кожного типу з’єднання розкриття окрайків різне (рекомендації у відповідних ДСТУ ). Оскільки зварювання з розкриттям окрайків пов’язано з утворенням певної порожнини за рахунок основного металу, що заповнюється більш дорогим електродним або присадковим металом, необхідно вибирати таке розкриття окрайків, щоб забезпечити мінімальний переріз зварного шва. Мінімальний переріз шва забезпечується, коли окрайки мають криволінійний симетричний скіс з обох сторін. Кут розкриття окрайків треба вибирати так, щоб забезпечити провар вершини кута притуплення і оптимальний коефіцієнт проплавлення. При малому куті розкриття можливі непровари та кристалізаційні тріщини.
Вимоги до форми шва. При зварюванні стикових швів бажано отримувати шви з невеликою випуклістю з плавним переходом до основного металу. Кутові шви повинні бути трошки вигнуті і також з плавним переходом до основного металу. Конфігурація і розміри зварних швів при дуговому зварюванні залежать від способу і режиму зварювання, положення шва у просторі та від техніки зварювання.
До основних параметрів режиму зварювання відносять: струм, його рід і полярність, напруження дуги, швидкість зварювання, діаметр електрода.
До поняття “техніка зварювання” слід віднести виконання певних маніпуляцій: встановити і підтримувати виліт електроду, вибрати положення електроду або зварювального дроту у просторі та його траєкторію переміщення, а також положення виробу при зварюванні.
Отримати потрібну форму зварного шва і плавний перехід до основного металу легше використовуючи механізовані способи зварювання, а також при відповідному положенні шва і виробу.
Для даного способу зварювання, марки основного матеріалу і типу шва існує оптимальний режим, котрий в конкретних умовах може змінюватися тільки у вузькому діапазоні.
Зварні конструкції
◀ Previous activity
Next activity
▶
You are here
UIITE / ▶ zvarni_konstr
/ ▶ Ресурси
/ ▶ Завдання та методичні вказівки до виконання розрахунково-графічної роботи (Домашньої контрольної роботи)
Завдання та методичні вказівки до виконання розрахунково-графічної роботи ( домашньої контрольної роботи )
Виконання розрахунково-графічної роботи з дисципліни “Зварні конструкції” – один із видів самостійної роботи студентів. Метою розрахунково-графічної роботи є самостійне опрацювання студентами існуючих методик розрахунків на міцність зварних з’єднань.
1. Методичні вказівки до розв’язування задач.
При розв’язуванні задач рекомендується така послідовність:
– вибір способу зварювання;
– визначення виду напружено-деформованого стану;
– складання розрахункової схеми;
– визначення (у загальному виді) напружень;
– складання умови міцності;
– визначення потрібних величин;
– креслення зварного з’єднання;
1.1 Вибір способу зварювання
Вибір способу зварювання полягає в аналізі конструктивних факторів (товщина, взаємне розміщення зварюваних деталей, довжина швів) з точки зору можливості застосування ручного, механізованого або автоматичного зварювання. В залежності від матеріалу вирішується питання про застосування того чи іншого способу виконання зварного шва – зварювання під флюсом, у середовищі вуглекислого газу, аргону, тощо. Визначається стандарт на спосіб зварювання та призначаються розміри зварного шва.
Під терміном “розміри зварного шва” при розв’язуванні задач на міцність треба розуміти значення катета кутового шва та його довжину у разі таврових чи з’єднань внакладку, виконаних зварюванням плавленням; значення довжини та ширини стикового шва; діаметр точки або ширина шва при зварюванні тиском. Рекомендації для призначення розмірів зварного шва наведені в стандартах на відповідні способи зварювання, за якими, в залежності від обраного типу шва та його номера, визначаються геометричні розміри зварного шва.
1.2. Визначення виду напружено-деформованого стану.
За умовами задач на зварне з’єднання діє деяка система сил. Визначаючи вид напружено-деформованого стану, необхідно скористатися принципом незалежності дії сил, тобто результат дії на тіло кількох сил можна показати як відповідну суму дій від кожної окремої сили. Таким чином, передусім треба проводити аналіз виду напружено-деформованого стану послідовно від кожної сили незалежно від дії решти сил.
Вид напружено-деформованого стану в разі дії однієї осьової сили залежить від точки її прикладання відносно центральних осей перерізу та умов закріплення навантаженої цією силою деталі. Таким чином, одна осьова сила, залежно від раніше викладеного може спричиняти або тільки розтяг (стиск), або розтяг (стиск) із згином чи крученням, або всі три види навантаження одночасно. Моменти, які прикладені до зварного з’єднання, можуть спричинити або згин, або кручення.
1.3 Складання розрахункових схем
Складання розрахункових схем полягає в умовному зображенні зварного з’єднання з прикладеною до нього системою сил, дія яких еквівалентна характеру реального навантаження і може бути кількісно оцінена за стандартними методиками .
1.4 Визначення напружень
Визначення напружень ( у загальному вигляді ) полягає у виборі відповідної характеру навантаження методики розрахунку, наприклад, на відрив, зсув, згин , кручення. Як відомо, ці методики полягають у співставленні прикладеного навантаження з геометричними характеристиками перерізу, який розраховується на міцність. У випадках відриву або зсуву такою характеристикою є площа поперечного перерізу, а у випадку згинання або кручення – відповідно осьовий й полярний моменти інерції (опору). При цьому належить знати, що для стикових швів розрахунковим є переріз , який проходить через вісі шва а кутових – переріз, який проходить через бісектрису прямого кута шва .
1.5 Складання умови міцності зварних швів
Для забезпечення нормальної працездатності конструкції необхідно, щоб максимальні напруження не перевищували граничних, при яких конструкція досягає відповідного граничного стану.
Для зварних швів при статичному навантаженні критерієм досягнення граничного стану є граничні напруження та .
Умова міцності складається з урахуванням усіх напружень, які діють у точці перерізу, що розраховується на міцність.
При розв’язуванні таких задач можливі наступні умови міцності:
а) у точці перерізу діють нормальні напруження від кількох сил (рис.1.)
Рис. 1.
б) у точці перерізу діють дотичні напруження від кількох сил, напрям дії яких однаковий (рис.2)
Рис. 2
в) у точці перерізу діють дотичні напруження від кількох сил, напрям дії яких неоднаковий (рис. 3)
Рис. 3
г) у точці перерізу діють нормальні й дотичні напруження (рис.4)
Рис. 4
д) на елемент діють нормальні напруження на двох взаємно перпендикулярних площинах (рис. 5)
Рис. 5
1.6 Визначення потрібних величин
Знаючи умову міцності й використовуючи вихідні дані задачі, розв’язують цю умову відносно потрібних величин.
1.7 Креслення зварного з’єднання
Зварне з’єднання в потрібному масштабі креслиться згідно з правилами технічного креслення. Умовне зображення й позначення зварних швів та з’єднань на кресленнях виконується згідно ДСТУ .
2. Приклад розв’язування задач.
Визначити необхідну довжину флангових а швів при приварюванні пластини 1 завтовшки до косинки 2 завтовшки . Матеріал пластин сталь ВСт3пс6, . Сила Р=50 кН (рис. 6).
Рис. 6
Послідовність розв’язування.
2.1. При зварюванні низьковуглецевої сталі ВСт3пс6 є можливість використання майже всіх способів зварювання плавленням, наприклад, дугове. Маючи на увазі також, що довжина швів повинна бути невеликою і шви доступні для виконання, вибираємо спосіб ручне дугове зварювання, електродами типу Э42 згідно ГОСТ 5264-80. З’єднання внакладку Н1.
2.2. Зварювання двох пластин виконується фланговими швами, тобто маємо кутові шви, для яких головним розміром є катет шва. Згідно стандарту при зварюванні кутовими швами товщини 5 мм з 10 мм потрібен катет К=5 мм.
2.3. Сила викликає дві дії: зсув як осьова і поворот внаслідок моменту. Використовуємо принцип незалежності дії сил і складаємо відповідні розрахункові схеми ( рис. 7)
а
б
Рис. 7
2.4. Аналізуючи вид напружено-деформованого стану, зумовленого силою Р, слід зазначити, що сила Р одночасно зсуває пластину вздовж осі Х, та повертає її відносно центра тяжіння швів (ц.т.ш.). Таким чином, у зварних швах з’являються дотичні напруження як від зсуву, так і від повороту моментом М=P?В/2.
2.5. Згідно з рис. 7,а та обраної площини руйнування дотичні напруження обчислюються як :
а згідно з рис. 7,б
2.6. Оскільки напрям дій дотичних напружень і однаковий, то умова міцності буде такою:
2.7. Підставивши в умову міцності значення для , та М розв’яжемо її відносно параметра а.
2.8. Креслення зварного з’єднання та умовне позначення зварних швів показано на рис. 8
Рис. 8
3. Умови задач
Задача 1.
Визначити конструктивні розміри a, b, l зварного вузла ферми, якщо сили в стрижнях N1 і N2, а також кути і відомі (рис. 9).
Рис. 9.
Варіант
Матеріал
N1, кН
N2, кН
, град
, град
ВСт3пс6
ВСт3сп5-2
09Г2
12ГС2
14Г2АФ
18кп
16Г2АФ
ВСт3пс6-2
18пс
10хСНДП
Задача 2.
Визначити необхідний катет К при приварюванні консольної балки 1 до стінки 2 (рис. 10)
Рис. 10.
Варіант
l, мм
h, мм
В, мм
, мм
,мм
P1, кН
P2, кН
, град
,град
Задача 3.
Визначити конструктивні розміри a і b зварного точкового з’єднання двох пластин завтовшки і (рис. 11 )
Рис. 11
Варіант
, мм
, мм
, град
, град
Р1, кН
Р2, кН
Р3, кН
Р4, кН
М, кНм
l, мм
Задача 4.
Визначити необхідні розміри D і b при приварюванні кутовим швом кронштейна 1 завтовшки з пластиною 2, враховуючи, що шов замкнений по діаметру (рис. 12).
Рис. 12
Варіант
, мм
l, мм
,град
Р1, кН
Р2, кН
Мкр, кНм
Задача 5.
Визначити довжину l кутових швів для зварного з’єднання, показаного на рис. 13.
Рис. 13
Варіант
Розміри бруска
h x l x b, мм
, град
Р1, кН
Р2, кН
Р3, кН
Р4, кН
100х100х800
100х150х1000
120х200х850
130х250х1100
140х250х1200
100х225х600
160х260х800
150х360х700
180х360х1400
160х320х1600
Остання зміна: Tuesday 2 February 2010 05:34 PM
You are currently using guest access (Вхід)
zvarni_konstr 
Читайте також:
- Аналіз трифазного з’єднання з урахуванням опорів лінійних проводів
- Анатомія кісток верхньої і нижньої кінцівок та їх з’єднання
- Безперервні з’єднання – сінартрози
- Болтове з’єднання
- Болтове рознімне з’єднання та його параметри
- Болтового з’єднання болтового з’єднання
- Боротьба за возз’єднання Української держави, за незалежність у 60- 80-х роках XVII ст.
- Боротьба за возз’єднання Української держави, за незалежність у 60-80-х роках XVII ст.
- Вид зварного з’єднання
- Визначення зусиль, що діють на фланцеве з’єднання
- Встановлення з’єднання
- Гвинтове рознімне з’єднання та його параметри
| <== попередня сторінка | | | наступна сторінка ==> |
| ПИТАННЯ ДЛЯ САМОКОНТРОЛЮ | | | Зміст лекції |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |