РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Лиття в піщані форми
У приладобудуванні литтям у піщані форми виготовляють невеликими серіями великогабаритні деталі з чорних і кольорових сплавів. Виливок на оброблюваних поверхнях повинен мати припуски на обробку 2—5 мм. Припуск а на нижні горизонтальні поверхні 2—3 мм (Рис. 2.2). Припуск а’ на верхні горизонтальні поверхні 4—5 мм, тому що метал у верхній частині забруднений газами і часточками формувальної суміші. Припуск b на вертикальні поверхні в нижній частині форми включає формувальні ухили і складає 2,5—3,5 мм. Припуск b’ на вертикальні поверхні, розташовані у верхній частині форми, дорівнює 3,5—5 мм.
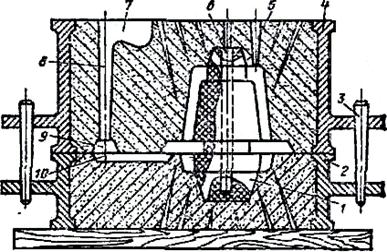
Опоки з напівформами, виготовленими на формувальних машинах, надходять для збирання на столи 3, на які конвеєром 2 одночасно подаються стержні зі стержневого відділення. Зібрані форми заливаються з транспортера 4, до якого за допомогою підвісних ковшів надходить метал від печей 5. Далі конвеєром 6 залиті форми транспортуються в камеру охолодження 7 і до вибивних ґрат 8, де відбувається відділення виливка від опок і формувальної суміші.
Формувальні і стержневі суміші. У механізованих цехах серійного виробництва застосовують єдині формувальні суміші, у дрібносерійному виробництві - лицювальні і наповнювальні.
Зміцнюючі добавки (сполучні) за характером затвердіння бувають незворотні, що дають найбільшу міцність, проміжні й зворотні.

Рисунок 2.2 - Схема розташування устаткування обробку при литві в піщані форми
До незворотних закріплювачів відносять рідке скло, Як зворотні закріплювачі для стержневих сумішей застосовують концентрат сульфідної барди чи декстрин (оброблений крохмаль).
Якщо виливка не має конструктивних ухилів, то в межах припуску на механічну обробку на моделях передбачають формувальні ухили (Рис. 2.3).
Технологія формування. Виливка розташовується у формі в такий спосіб: основна частина виливка знаходиться в нижній опоці, оброблювані поверхні — внизу чи на бічних поверхнях форми, стержні встановлюються в нижній опоці, а відливна система — у площині рознімання.
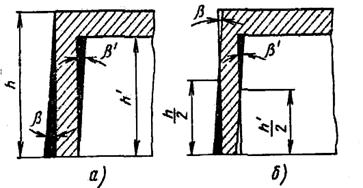
Рисунок 2.3 - Формувальні ухили
Ливарна форма зазвичай складається з двох половин, заформованих в окремих опоках (Рис. 2.4). У процесі зборки опоки центрують штирями. Для форм розміром до 400х300 мм застосовують машинне безопочне формування в знімних опоках з використанням при заливанні жакетів. Машинне формування виконується в двох опоках по моделях, закріплених на підмодельних плитах.
|
Ручне формування може здійснюватися при необхідності в трьох опоках із застосуванням фальшивої чи опоки з перекидним болваном. Формувальну суміш ущільнюють на машинах струшуванням з підпресовкою. Модель видаляють з напівформи штифтовим зніманням (Рис.2.5, а) чи протяжною плитою (Рис. 2.5, б).
Стержні виготовляють пресуванням чи піскодувним способом. Перед зборкою форми стержні сушать при 150—220° С в плин 2—3 ч і покривають фарбами для зменшення пригорання. У конвеєрному виробництві рекомендується застосовувати швидко висихаючі фарби, до складу яких входить 9—12% смоли.
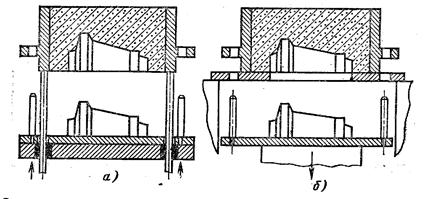
Рисунок 2.5 - Схема машини зі штифтовим зніманням - а) і з протяжною плитою - б)
Лиття у форми, пресовані під великим тиском. При пресуванні під високим тиском рівномірно ущільнюється суміш, підвищується міцність піщаних форм, забезпечується одержання відливок з малими припусками на механічну обробку (1—3 мм) і з тонкими стінками (до 3 мм). Рівномірність ущільнення досягається застосуванням спеціальних формувальних сумішей з високою плинністю. Тиск пресування рекомендується 20-40 кгс/см2.
Формування при висоті опоки до 200 мм виконують на гідравлічних пресових машинах із протягуванням моделі пресовою колодкою.
Читайте також:
- А) Відносини власності і форми господарювання в сільському господарстві
- А) Заробітна плата її форми та системи.
- А) Заробітна плата, її форми та системи.
- А. Структурно-функціональна класифікація нирок залежно від ступеню злиття окремих нирочок у компактний орган.
- А/. Форми здійснення народовладдя та види виборчих систем.
- Автоматизовані форми та системи обліку.
- Аграрні реформи та розвиток сільського госпо- дарства в 60-х роках XIX ст. — на початку XX ст.
- Акредитив та його форми
- Активні форми участі територіальної громади у вирішенні питань ММС
- Алгоритм адресного вибору оптимального безрецептурного вітаміновмісного лікарського препарату, лікарської форми і шляху введення
- Аристотель розглядав дві форми грошей — гроші як простий засіб обігу товарів і як засіб обігу грошового капіталу.
- Атипові форми.
| <== попередня сторінка | | | наступна сторінка ==> |
| Загальні вимоги до якості виливок. Загальні принципи конструювання виливок | | | Лиття в кокіль |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |