РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Відрізання заготівель
Вихідним матеріалом для виготовлення будь-яких деталей, за виключенням відливок, є прокатний або кований метал різних асортиментів та розмірів. Довжина прутків у відповідності до існуючих стандартів коливається у межах 2-8 м, тому їх необхідно різати на частини, які зручні для механічної обробки та виготовлення заготівель ковкою або штамповкою. Вибір способу відрізання визначається двома факторами:
- одержанням найбільшої продуктивності;
- забезпеченням якості відрізку, тобто прямолінійністю та перпендикулярністю торців до вісі.
В більшості обробку деталей різанням проводять на металорізальних верстатах. Застосовувані в приладобудуванні металорізальні верстати можна класифікувати за видом виконуваних робіт, точності виконання, ступеня універсальності, виду керування, конструктивними особливостям.
За видом виконуваних робіт металорізальні верстати поділяють на токарні, свердлильно-розточувальні, шліфувальні, зубообробні, фрезерні, стругальні, довбальні, протяжні, для електроерозійної і електрохімічної обробки, комбіновані і для доробки.
За нормами точності верстатобудування верстати поділяють на верстати нормальної Н, підвищеної П, високої В, особливо високої А точності й особливо точні С.
За ступенем універсальності розрізняють верстати широкоуніверсальні, універсальні, спеціалізовані і спеціальні.
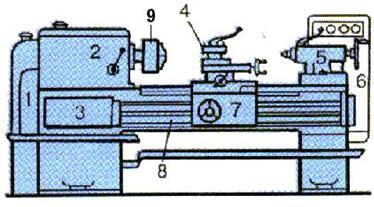
Рисунок 3.1 - Принципова конструкція токарного верстата: 8 - станина, на якій монтуються всі вузли верстата; 2 - передня бабка із коробкою швидкостей; 1- гітара змінних шестерень, що забезпечують регулювання швидкості головного руху різання; 9 - патрон верстата, в якому закріплюється заготівля; 5 - задня бабка із центром, який підтримує довгу заготовку або служить для закріплення інструмента типу свердло; 3 - коробка подачі, яка служить для регулювання швидкості руху подачі; 7 - супорт із різцетримачем - 4, де встановлюють інструмент, і який забезпечує поздовжній або поперечний рухи подачі
Універсальні і широкоуніверсальні верстати застосовують у дрібносерійному виробництві, а спеціалізовані і спеціальні - у серійному і крупносерійному виробництві.
За видом керування їх поділяють на верстати з ручним, механізованим, автоматичним (нечисловим) і числовим програмним керуванням (ЧПК).
Принципову конструкцію токарного верстата зображено на рис. 3.1.
Відрізання заготівель на токарно-відрізних верстатах. Цей спосіб має такі основні переваги:
- висока якість поверхні заготівлі;
- забезпечення перпендикулярності торця до вісі, а при відрізанні заготовок з труб - висока продуктивність, оскільки в останньому випадку шлях проходження інструменту рівний товщині стінки труби.
Відрізання на токарно-револьверних верстатах. Ці верстати мають спеціальний пристрій, що дозволяє обробляти прутковий матеріал та проводити відрізання.
Відрізання фрикційними пилками (пилки тертя). Спосіб заснований на виникненні тепла за рахунок тертя між тонким стальним диском з конструкційної сталі, що обертається з великою швидкістю, та заготівлею. Теплота, що виникає за рахунок тертя, нагріває метал до високої температури, метал заготівлі розм’якшується та навіть розплавляється. Зношування фрикційного диску відбувається на самому початку відрізання, по мірі розігріву металу диск зношується незначно. Переваги цього методу полягають у продуктивності й дешевизні. Недоліком є те, що поверхня зрізу має наплавлення та підвищену твердість. Відрізані заготівлі необхідно випалювати, а на механічну обробку необхідно залишити великі допуски.
Анодно-механічне відрізання - процес аналогічний відрізанню фрикційною пилкою. Різниця полягає у тому, що розплавлення металу відбувається за допомогою електричних дугових розрядів. Беззубу пилку, яка являє собою стальний диск товщиною від 1 до 3 мм, з'єднують з від’ємним полюсом джерела струму і вона стає катодом. Метал, що розрізають, з'єднують з додатнім полюсом і він стає анодом. При наближенні пилки до металу виникає дуговий розряд, що розплавляє метал, який видаляється пилкою, що обертається.
Відрізання абразивними дугами. При цьому методі відрізання здійснюється абразивним кругом на вулканічній зв'язці діаметром 350х400 мм і висотою 2-5 мм. Як перевагу слід відмітити високу продуктивність, а як недолік - утворення припіків, що ускладнює механічну обробку торців.
Виготовлення заготівель на прокатних автоматах. У виробництві вимірювальних інструментів та деталей приладів широко застосовують виготовлення заготівель і деталей на токарних автоматах, причому при нескладній наладці, яка залежить від типу автомату та форми деталі, що виготовляється. Обробка на автоматах економічно вигідна не тільки в багатосерійному, але й в серійному виробництві.
За своїми технологічними можливостями та особливостями обробки всі токарні автомати можна розділити на три основні групи:
- автомати повздовжнього точіння (люнетні);
- токарно-револьверні одношпиндельні автомати;
- багатошпиндельні токарні автомати.
Автомати повздовжнього точіння. Ці автомати застосовують для виготовлення точних деталей невеликих розмірів та складної форми.
Пруток металу закріплюється в шпинделі верстату і при обертанні переміщується разом зі шпиндельною бабкою в повздовжньому напрямку, при цьому кінець прутка, що обробляється, опирається на монетну втулку. Недолік - монетні втулки дуже скоро зношуються.
Токарно-револьверні автомати. Токарно-револьверні автомати призначені для виготовлення з прутків складних за формою деталей з невеликим співвідношенням довжини до діаметру.
Прутки мають круглий, шестигранний або квадратний профіль. Сучасні токарно-револьверні автомати мають три супорти - передній, задній і верхній, а також шестипозиційну револьверну головку. Передній та задній супорти призначені для установки фасонних дискових різців; верхній супорт використовують для установки відрізного різця.
Багатошпиндельні пруткові автомати. Їх (4-х, 6-ти шпиндельні) застосовують для виготовлення різних деталей з прутків. Доцільність застосування багатошпиндельних автоматів визначається їх високою продуктивністю, економією виробничої площі, широкими технологічними можливостями.
Токарні багатошпиндельні напівавтомати. Їх використовують для обробки штучних заготівель: поковок, штамповок, відливок та інших. Існують напівавтомати горизонтальні та вертикальні.
Окрім методів із застосуванням металорізальних верстатів для одержання заготівель також застосовують інші методи, як ,наприклад, газове різання.
Газове різання. Здійснюється за рахунок часткового вигорання і, головним чином, розплавлення металу, який видувається струменем кисню. Це підвищує міцність поверхневого шару.
Розрізання звичайно здійснюють за попередньою розміткою (крейдою) заготівель, а при використанні копіювальних установок можна проводити вирізання складних контурів з товстолистової або смугової сталі.
Газове різання є простим та порівняно дешевим способом відрізання металу, але в силу низької якості поверхні зрізу необхідно застосувати відпалювання, тому газове різання використовують для розрізання великогабаритних заготовок.
Читайте також:
- Виготовлення заготівель і деталей приладів методами порошкової металургії
- Завдання і функції заготівельної логістики
- Заготівельна логістика
- Заготівельник зобов'язується
- Заготівельник зобов'язується
- Облік транспортно-заготівельних витрат
- Організація заготівельної діяльності та завдання обліку
- Розділ IV. Облік закупівель і збуту сільськогосподарської продукції, сировини і тари заготівельними підприємствами споживчої кооперації
- Розподіл транспортно-заготівельних витрат
- Розподіл транспортно-заготівельних витрат на підприємствах, що застосовують окремий субрахунок обліку транспортно-заготівельних витрат.
- Сторонами є виробник та заготівельник.
| <== попередня сторінка | | | наступна сторінка ==> |
| | | Обробка зовнішніх поверхонь |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |