РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Клепані з’єднання.
Клепання можна виконувати як в гарячому, так і в холодному стані. Заклепки діаметром до 13 мм переважно клепають в холодному стані. Стержні заклепок повинні достатньо повно заповнювати отвори, а головки мати правильну форму. Якщо отвори деталей, що склеплюються, зміщені, їх необхідно вирівняти зенкеруванням або пробивкою. Для зменшення зсуву отворів і випучування листів, що сполучаються, постановку заклепок слід вести не підряд, а урозкид. Заклепку (рис. 5, а) вставляють в отвір заставною головкою 3 донизу і підтискають останню опорою преса 4 або підтримкою (при клепці вручну або пневматичним молотком); замикаючу головку 2 утворюють тиском обжимки 1, вставленої в прес або в клепаючий пневматичний молоток, а також ударами молотка при клепці вручну. Заклепки для гарячої клепки нагрівають до 1050—1100° в очкових печах або способом електроконтакту. Є спеціальні машини для одночасного нагрівання двох заклепок з продуктивністю до 200 заклепок в годину. З метою попередження витягування, кожну заклепку при гарячій клепці слід витримувати під тиском робочого інструменту.
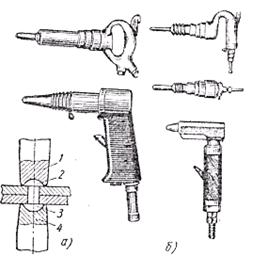
Рис. 5. Клепка:
а — процес клепки; б — клепаючі молотки.
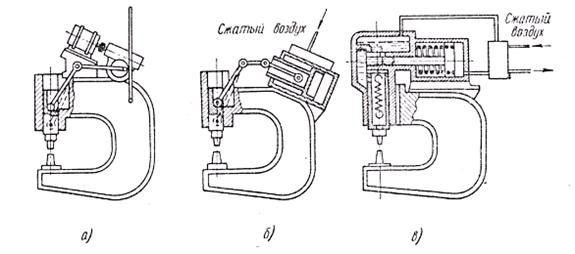
Рис. 6. Клепаючі преси:
а — електромеханічний; б — пневматичний; в — пневмогідравлічний.
Зусилля при гарячій клепці (в тонах) повинне бути не менше 10F, а при холодній—не менш 25F, де F — площа поперечного перетину заклепки в см2.
Клепання в ручну за допомогою молотка, підтримка і обжимання є дуже важкою і малопродуктивною операцією, тому її в даний час застосовують на заводах сільськогосподарського машинобудування вкрай рідко.
Клепання за допомогою пневматичного молотка (рис. 5, б) продуктивніше ручного, але пов'язане з великим шумом і вібрацією. У зв'язку з цим пневматичні молотки також мало застосовують для клепання.
Механізація клепаючих робіт здійснюється за допомогою клепаючих машин у вигляді стаціонарних пресів, а також великих і малих (ручних) привідних скоб. Клепка під пресом (або привідною скобою) безшумна, і забезпечує отримання більш якісного з'єднання.
На заводах сільськогосподарського машинобудування застосовують клепаючі преси і привідні скоби наступних типів: електромеханічні (рис. 6, а), в яких зусилля на обжимання передається від електродвигуна через редуктор і систему важеля (остання дозволяє одержувати великі зусилля у момент утворення замикаючої головки); пневмоважільні (рис. 6, б), де зусилля на обжимання передається через систему такого ж важеля, але від пневматичного циліндра; пневмогідравлічні (рис. 6, в), в яких зусилля отримується від поршня пневматичного циліндра і збільшується гідравлічним підсилювачем тиску.

Рис. 7. Підвісні привідні клепаючі скоби:
а — пневматичні (ручні); б — пневмогідравлічна: в — установка пневмогідравлічної скоби на стенді; 1 — шланг низького тиску; 2 — шланг високого тиску; 3 — ресивер; 4 — введення від повітряної мережі тиском 4 кг/см2; 5 - труба високого тиску.
Тиск, що передається па поршень масляного циліндра, рівний
 (23)
(23)
де Рв — тиск стислого повітря в мережі (приблизно 4—5 атм);
D — діаметри поршня;
d — діаметр штока.
Клепаючі преси застосовують при стаціонарній зборці і потоковій зборці із зніманням виробів з конвеєра, коли збираний вузол можна подати вручну або за допомогою підйомника.

Рис. 8. Механічний привідний верстат для склепування деталей з м'яких матеріалів.
Клепаючі привідні скоби — великі і малі (ручні) застосовують як в умовах стаціонарного складання, так і при конвеєрній зборці, коли складання потрібно подати до виробу. Ручні скоби використовують також для клепки у важко доступних місцях. Клепаючі скоби великих розмірів звичайно підвішують на тязі до перекриття або до монорельса. Для заклепок діаметром до 3—4 мм застосовують пневматичні скоби (рис. 7, а). Для заклепок діаметром до 8 мм і навіть до 20 мм встановлюють пневмогідравлічні підсилювачі або гідравлічні насосні станції, від яких масло по гнучких шлангах подається під тиском до 50—70 атм, що дає можливість робити клепаючї скоби невеликими за розмірами. На рис. 7, б показані підвісна скоба для клепки заклепок до 20 мм і встановлення її на стенді.
Розклепування заклепок пресом або пневматичними молотками в деталях з м'яких матеріалів (полотно, гума, дерево), неможливе, оскільки під тиском преса стержень заклепки може вільно згинатися. Тому в цих випадках утворення замикаючої головки проводять методом розкарбовування металу (рис. 8). Плоскі бойки 6 завдають частого легкого удару по виступаючому стержню заклепки і при цьому обертаються із швидкістю 100—200 об/хв. Від таких ударів метал розгониться в сторони, утворюючи конусоподібну головку. Для цієї мети застосовують механічні привідні верстати або пневматичні молотки із спеціальним пристроєм. Таким же чином проводять розклепування і в чавунних деталях при невеликій товщині стінок.
Електродвигун 1 верстата приводить в рух кулачок 2, який передає коливальні рухи піноли 3, в яку вставляється розклепуючий бойок. Піноль разом з бойком обертається від черв'ячної передачі 4. Стіл 5 можна встановлювати на необхідну висоту.
Читайте також:
| <== попередня сторінка | | | наступна сторінка ==> |
| Зварювальні роботи при складанні. | | | З’єднання з натягом. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |