РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Загальні відомості, класифікація та області застосування
ГЛАВА 15. З’ЄДНАННЯ ЗВАРЮВАННЯМ
ЗВАРНІ ТА РІЗЕВІ
З’єднання зварюванням – нерознімне. Зварювання як технологічний процес з’єднання деталей (металевих і неметалевих) ґрунтується на використанні молекулярно-механічних зв’язків між деталями при сильному місцевому нагріві їх до розплавлення (зварювання плавленням) або доведенням до пластичного стану з прикладанням механічного зусилля (зварювання тиском). Зварювання є найрозповсюдженішим сучасним способом отримання різноманітних елементів конструкцій машинобудівної, будівельної та інших галузей. Зварюванням одержують рами, стовби, зубчасті колеса, вали колінчасті, шківи, маховики, барабани, корпуси редукторів, ферми, балки, колони, труби, кузови авт, вагонів, ракет, суден.
Міцність з’єднань при статичних і ударних навантагах не відрізняється практично від міцності деталей із суцільного металу. Нині зварюють усі конструкційні сталі, в тому числі високолеґовані, кольорові стопи та пластмаси.
Нагрівання металу здійснюють у струмені ґазового полум’я, електричною дугою між електродом та деталлю, струмами короткого замикання, тертям, електронним променем, ультразвуком та ін. Залежно від способу нагріву розрізняють зварювання ґазове, електродугове, контактне, тертям та ін.
Способів зварювання є багато. Але переважно це дугове зварювання металевим електродом, який плавиться, а подача і переміщення електрода здійснюється вручну. Зварюють деталі товщиною від 1 до 60 і більше мм, з короткими і незручно розміщеними зварними швами та у дрібносерійному виробництві.
Автоматичне дугове зварювання плавким електродом під флюсом виконується зварювальною машиною автоматично, за певною програмою, яку задає оператор або комп’ютер. Флюс містить шлакоутворювальні, леґувальні і розкислювальні компоненти, а тому цей вид зварювання забезпечує високу продуктивність процесу і високу якість шва. В такий спосіб зварюють деталі товщиною аж до 120 мм і більше.
Цей найпродуктивніший вид зварювання економічно виправданий при неперервних прямолінійних і кільцевих швах значної протяжності у багатосерійному та масовому виробництві різноманітних конструкцій.
Електрошлакове зварювання здійснюється розплавленням, при якому для нагріву металу використовується теплота, яка виділяється при проходженні електричного струму через розплавлений шлак. Продуктивним цей спосіб є при зварюванні сталевих листів товщиною 40÷50 мм. Цим способом зварюють сталеві і чавунні вироби товщиною до 1 м і більше (стовби прокатних станів, пресів, молотів тощо).
Контактне зварювання ґрунтується на нагріві стику теплотою, яка виділяється при проходженні електричного струму і стискуванні деталей. Використовують це зварювання переважно в серійному і масовому виробництві, де воно найпродуктивніше та рентабельне.
Зварювання тертям. Використовується теплота, яка виділяється у процесі відносного руху зварюваних деталей, переважно тіл обертання.
Є ще спеціальні види зварювання: дифузійне (для з’єднання різнорідних матеріалів), електронно-променеве, лазерне, радіочастотне, ультразвукове, вибухом (для покриття).
Велику перспективу має застосування плазмового процесу.
Україна має вагомі здобутки в царині зварювання металів та пластмас роботами колективу Інституту електрозварювання ім. Є.О.Патона Національної Академії Наук, що визнається усім світом. На базі сучасної електронно-обчислювальної техніки в цьому Інституті розроблені програми і здійснюється накопичування експериментальних даних щодо механічних властивостей матеріалів з’єднань зварюванням, що дало можливість складати довідкові таблиці та номограми, зручні для розрахунків великої кількості варіантів зварних конструкцій, з’єднань у послідовності, яка вимагається технологічними процесами. Застосування ЕОМ дало можливість практично здійснювати параметричну оптимізацію розмірів перерізів, розподілу мас між елементами з’єднуваних систем, особливо статично невизначуваних, а також структурно-параметричну оптимізацію.
Переваги зварних з’єднань. Якщо порівнювати з клепаними та литими, то зварні забезпечують значну економію металу і значно знижують трудомісткість їх виготовлення. Тому останні суттєво дешевші за клепані чи литі. А ще економія металу досягається внаслідок усунення додаткових з’єднувальних деталей (накладок, косинок і т.ін.) і кращого використання металу через відсутність отворів, які ослабляють робочі перерізи. Маса зварних конструкцій у порівнянні з чавунними знижується майже наполовину, а в порівнянні зі сталевими литими – до третини. Але ще вагомішими є висока продуктивність і простота процесу зварювання через використання засобів автоматизації. Зварювання особливо доцільне при виготовленні конструкцій складної форми, окремі деталі яких одержують за допомогою штампування вальцюванням, куванням, штампуванням та відливкою.
Недоліки зварних з’єднань: поява залишкових напруг у зварних елементах після закінчення процесу зварювання, а звідси жолоблення деталей після зварювання; погане сприйняття змінних і особливо вібраційних навантаг; складність і трудомісткість контролю якості зварних швів; знижена опірність корозії; можливість існування скритих (невидимих) дефектів (тріщин, непроварів, шлакових включень), які знижують міцність з’єднання та ін.
Види зварних з’єднань та швів.Залежно від взаємного розміщення зварних елементів розрізняють такі види зварних з’єднань: стикові (рис. 15.1); напусткові (рис. 15.2, а); таврові (рис. 15.2, б) та кутові (рис. 15.2, в).
Стикові з’єднання мають міцність, досить близьку до міцності основного металу, і застосовуються у відповідальних конструкціях. Залежно від товщини з’єднуваних деталей зварювання виконують односторонніми (рис. 15.1, а) або двосторонніми (рис. 15.1, в) швами, а також готують кромки швів прямолінійним скосом (рис. 15.1, в-г), або криволінійним (рис. 15.1, ґ).
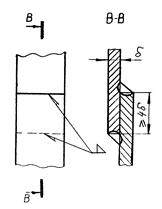
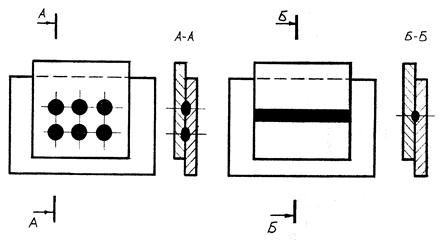
Напусткові, таврові та кутові з’єднання виконують кутовими швами (найчастіше нормального перерізу, (рис. 15.3). Напусткові з’єднання тонколистових конструкцій виконують за допомогою контактного точкового зварювання (рис. 15.4, а) або швового (рис. 15.4, б). Діаметр зварної точки встановлюють залежно від грубини зварюваних деталей: d = 1,2+4 мм. Відстань між точками приймають: а = 3d – при зварюванні двох елементів;
зварюваних деталей: d = 1,2+4 мм. Відстань між точками приймають: а = 3d – при зварюванні двох елементів;
а = 4d – при зварюванні трьох елементів.
Якщо у напустковому з’єднанні кутові шви не забезпечують потрібної міцності, то іноді додатково до кутових застосовують коркові (рис. 15.5, а), прорізні (рис. 15.5, б) або проплавні (рис. 15.5, в) шви. Коркове шво одержується шляхом заповнення розплавленим металом отворів круглої форми в одній або в обох з’єднуваних деталях. Прорізі прорізних швів можуть бути закритими або відкритими. Проплавлене шво виконується проплавленням однієї деталі, накладеної на другу.
Що ж до кутових швів, то вони за розміщенням відносно сили, яка діє на шво, бувають: фланґові (розміщені паралельно напрямку дії сили); лобові (розміщені перпендикулярно дії сили); комбіновані(складаються з двох попередніх швів, або може бути ще й наступний); скісні (розміщені під кутом до напрямку дії сили).
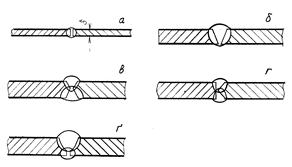
Рис. 15.1. Стикові з’єднання та їх кромки при товщині:
а –  = 8 мм; б – =16 мм; в – =12÷40 мм;
= 8 мм; б – =16 мм; в – =12÷40 мм;
г – =30 мм; ґ – =40 мм

 а б
а б
в
Рис. 15.2. Напусткові (а), таврові (б) та кутові (в) зварні з’єднання
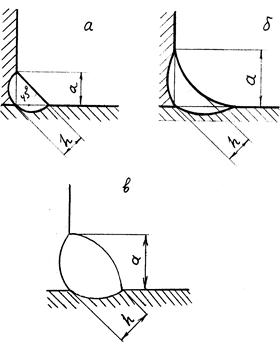
Рис. 15.3. Форми кутових швів: а – нормальний;
б – увігнутий; в – опуклий
 |
а б
Рис. 15.4. З’єднання контактним зварюванням: а – точковим;
б – швовим (роликовим)
а б в

Рис. 15.5. Зварні шви: а – коркові; б – прорізні; в – проплавні
Контактне точкове з’єднаннязварюванням застосовують для плоских деталей, товщина пакету яких не перевищує 8-10 мм. Якщо товщина найтоншої із з’єднуваних сталевих деталей  2 мм, то діаметр зварної точки d повинен знаходитися в межах 1,2 + 4 < d < 1,5d + 5. Крок зварних точок t
2 мм, то діаметр зварної точки d повинен знаходитися в межах 1,2 + 4 < d < 1,5d + 5. Крок зварних точок t  3d, а відстань зварних точок від країв деталей t1 ≥ 2d і t2 = 1,5d.
3d, а відстань зварних точок від країв деталей t1 ≥ 2d і t2 = 1,5d.
Швове контактне з’єднаннязварюванням використовується для тонколистових елементів.
За призначенням зварні шви бувають: міцні (забезпечують передачу навантаження з одного елемента на другий); щільноміцні (забезпечують передачу навантаги і герметичність з’єднання –непроникність для рідин та ґазів).
Розміщення зварного шва у просторі може бути нижнє; горизонтальне; вертикальне; стельове. За усіх інших рівних умов нижнє шво найміцніше, стельове має найменшу міцність (значення міцності вказаних швів відносяться як 1:0,85; 0,9:0,8).
Дефекти швів: непровар – місцева відсутність зчеплення між наплавленим та основним металом; підріз – місцеве стоншення з’єднуваного елемента біля границі шва внаслідок обплавлення; пористість шва (через наявність ґазу); шлакові вкраплення; тріщини.
Читайте також:
- II. ЗАГАЛЬНІ ПОЛОЖЕННЯ.
- II. Класифікація видатків та кредитування бюджету.
- V. Виконання вправ на застосування узагальнювальних правил.
- V. Класифікація і внесення поправок
- V. Класифікація рахунків
- А. Структурно-функціональна класифікація нирок залежно від ступеню злиття окремих нирочок у компактний орган.
- А.1 Стан , та проблемні питання застосування симетричної та асиметричної криптографії.
- Автомобільні ваги із застосуванням цифрових датчиків
- Адміністративні провадження: поняття, класифікація, стадії
- Акти застосування норм права в механізмі правового регулювання.
- Акти застосування юридичних норм: поняття, ознаки, види.
- Акти правозастосування, їх види
| <== попередня сторінка | | | наступна сторінка ==> |
| Критерії роботоздатності та розрахунок | | | Розрахунок зварних з’єднань |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |