РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Устаткування для статичного пресування
Як було відмічено вище, в даний час для статичного пресування (пресування в прес-формах) найчастіше використовують механічні і гідравлічні преса. Механічні преса використовують для пресування та калібрування, а гідравлічні - в основному для пресування заготівок порошкових виробів. При цьому преси, які використовують в практиці порошкової металургії, повинні забезпечувати:
- заданий тиск в необхідних напрямах пресування;
- можливість регулювання ступеня наповнення прес-форм порошком;
- автоматичне видалення спресованих виробів із зони пресування;
- застосування декількох пуансонів і синхронізацію їх ходів;
- регулювання числа робочих ходів пуансонів (силових передач);
- жорсткість конструкції;
- швидкість і зручність заміни інструменту, який пресує;
- захист елементів конструкції проти абразивної дії матеріалу, який пресують.
Вибір преса визначається в першу чергу можливістю отримання необхідних властивостей пресовок заданої геометрії і розмірів, перш за все заданої щільності і рівномірності її розподілу по її об'єму. Важливе значення також має продуктивність преса.
Для розробки пресів в порошковій металургії прийнята початкова шестизначна шкала зусиль: 10; 16; 25; 40; 63; 100 кН. Помноживши число початкової шкали зусиль на 10, одержують другий порядок зусиль: 100; 160; 250; 400; 630; 1000 кН. Для отримання третього порядку зусиль одержані числа помножують ще на 10; 1000, 1600, 2500, 4000, 6300, 10000 кН. Подальший вибір зусиль преса при його проектуванні похідний.
Всі механічні і гідравлічні преси можна розділити на дві основні групи за способом витягання деталі з матриці: преси, що виштовхують деталь з матриці нижнім пуансоном; преси, що стягують матрицю з деталі, що знаходиться на нижніх пуансонах. В даний час преси, що працюють по методу стягання матриці, знаходять все більше прихильників з наступних причин. Вони дозволяють формувати деталі складної форми з вельми тонкими буртами і численними дрібними отворами і виготовляти два і навіть три переходи по висоті з одночасним забезпеченням рівномірної щільності по всьому перетину формування.
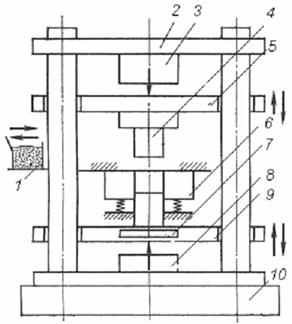
Всі преса, незалежно від принципу дії і призначення мають спільні вузли і агрегати (рис.107) . Їх конструкція складається із станини 2, яка є основою несучої конструкції преса, верхньої 5 та нижньої 9 траверзи (плити), приводів верхньої 3 та нижньої 8 траверзи, верхнього пуансону 4, прес-форми 6, касети живлення порошком 1, пристрою для виштовхування виробу з матриці 7, фундаменту (основи) 10.
Привести підписи у відповідність до тексту !
1 – касета живлення порошком ; 2 – станина; 3 – верхній привід; 4 – верхній пуансон; 5 – верхня траверза; 6 – прес-форма; 7 – пристрій для виштовхування виробу з матриці;
8 – нижній привід; 9 - нижня траверза; 10 – фундамент
1 - станина; 2 - верхній привід; 3 - верхня траверза; 4 - верхній пуансон;5 - прес-форма; 6 - нижня траверза; 7 - пристрій для виштовхування виробу з матриці; 8 - нижня траверза; 9 - фундамент
Рисунок 107 – (Кіп) Принципова схема конструкції преса для пресування порошкових виробів
Окрім того, пресове обладнання, яке використовується для пресування порошкових виробів підвищеної складності ( наявність декількох уступів по висоті виробу та іншого), мають вузли або оснастку (прес-блоків – адаптерів), які дозволяють трансформувати прості рухи траверзи у ряд незалежних рухів формоутворювальних елементів (пуансонів та матриці). Також вони мають пристрої, які дозволяють регулювання вихідних та кінцевих положень пуансонів та матриці, що дозволяє змінювати об’ємний вміст вихідного порошку в порожнині матриці залежно від його фізичних та технологічних властивостей. Преси для формування порошкових виробів у своїй конструкції передбачають захист рухомих поверхонь від абразивної дії порошків.
Як вже відмічалось вище, найбільше розповсюдження в практиці виготовлення порошкових виробів знайшли механічні та гідравлічні преси. Нижче зупинимось на їх характеристиках.
Читайте також:
- Автоматизації холодильних машин торгового холодильного устаткування
- Безпека виробничого устаткування.
- Ваговимірювальне устаткування
- Ваговимірювальне устаткування
- Варильне устаткування
- Визначення показників механічних властивостей гірських порід методом статичного втискування штампа
- Визначення потужності різального устаткування
- Визначення потужності сортувально-калібрувального устаткування.
- Визначення потужності устаткування для очищення коренеплодів
- Виробнича потужність підприємства, оснащеного однотипним устаткуванням, може бути визначений за формулою
- Витрати на ремонт устаткування
- Водогрійне устаткування
| <== попередня сторінка | | | наступна сторінка ==> |
| ПРАКТИКА ПРЕСУВАННЯ | | | Механічні преси |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |