РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Цикл канавки форми Е і F G78
За допомогою команди G78 програмуються канавка форми Е або F а також канавка для виходу різця при нарізанні різьби. За допомогою запрограмованих адрес керування розпізнає, яка виточка повинна бути виконана.
Канавки форм Е і F відрізняються по своїй геометрії, параметром t2 (рисунок G78.1 і G78.2). Розміри канавок можуть вільно програмуватися в рамках певних комбінацій (див. таблицю).
На відміну від цього в циклі G85 канавка виконується залежно від діаметра виробу.
G78 X... Z... L… Р... [D...] [І...]
X координата X кутової точки, при якій виточується канавка
Z координата Z кутові точки, при якій виточується канавка
L параметр визначає оброблювану канавку:
L01: канавка форми Е
L02: канавка форми F
Р за допомогою адреси Р визначається геометрія канавки дивитися (таблицю). При цьому f визначає довжину, г - радіуси, tl - глибину і t2 - припуск на обробку (тільки для форми F) виточки:
| f | г | tl | t2 (тільки форма F) | |
| Р101 | 0,5 | 0,1 | 0,1 | 0,1 |
| Р102 | 1,0 | 0,2 | 0,1 | 0,1 |
| Р204 | 2,0 | 0,4 | 0,2 | 0,1 |
| Р206 | 2,0 | 0,6 | 0,2 | 0,1 |
| Р306 | 2,5 | 0,6 | 0,3 | 0,2 |
| Р410 | 4,0 | 1,0 | 0,4 | 0,3 |
| Р210 | 2,5 | 1,0 | 0,2 | 0,1 |
| Р316 | 4,0 | 1,6 | 0,3 | 0,2 |
| Р425 | 5,0 | 2,5 | 0,4 | 0,3 |
| Р540 | 7,0 | 4,0 | 0,5 | 0,3 |
Виточка з необхідними розмірами програмується вказівкою адреси Р з наступним відповідним тризначним числом.

Рисунок G78.3 канавка переміщується на розмір D в напрямку Х і Z
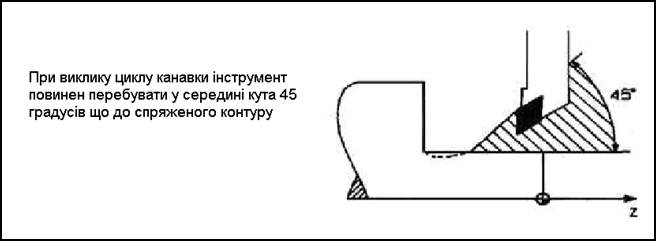
Рисунок G78.4 позиція інструмента при виклику циклу виточки
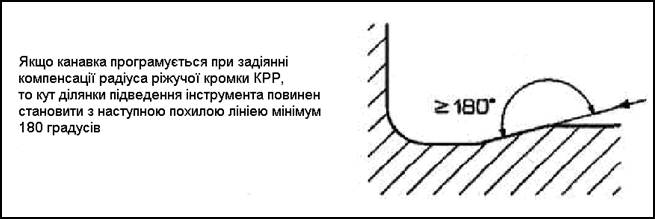
Рисунок G78.5 кут підведення при компенсації радіуса ріжучої кромки
Читайте також:
- А) Відносини власності і форми господарювання в сільському господарстві
- А) Заробітна плата її форми та системи.
- А) Заробітна плата, її форми та системи.
- А/. Форми здійснення народовладдя та види виборчих систем.
- Автоматизовані форми та системи обліку.
- Аграрні реформи та розвиток сільського госпо- дарства в 60-х роках XIX ст. — на початку XX ст.
- Акредитив та його форми
- Активні форми участі територіальної громади у вирішенні питань ММС
- Аристотель розглядав дві форми грошей — гроші як простий засіб обігу товарів і як засіб обігу грошового капіталу.
- Атипові форми.
- Б) Перекладіть текст з урахуванням Вашого фаху, знайдіть у ньому займенникові форми і охарактеризуйте особливості їх вживання у науковому тексті.
- Банківський контроль та нагляд: форми та мета здійснення. Пруденційний нагляд: поняття, органи та мета проведення.
| <== попередня сторінка | | | наступна сторінка ==> |
| Примітка. | | |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |