РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ЗАГАЛЬНІ ПОЛОЖЕННЯ ТА ВКАЗІВКИ ДО ВИКОНАННЯ РОБОТИ
7.1 Загальні положення. Сутність процесу газополуменевого напилення полягає в утворенні спрямованого потоку дисперсних частинок матеріалу, які напилюються або наплавляються, що забезпечує їх перенесення на поверхню деталі, яка оброблюється при оптимальних для формування шару покриття значеннях температури та швидкості. Необхідний запас теплової та кінетичної енергії матеріал, що наноситься, отримує з полуменем від згоряння суміші горючий газ – кисень. Порошок подається у факел полум'я в результаті інжекції струменем газів або під дією сил гравітації. При газополуменевому наплавленні за допомогою теплової енергії, що виділяється при згорянні суміші горючий газ – кисень утворюється зварювальна ванна у яку безпосередньо подається наплавлювальний дріт.
Перевага газополуменевого напилення - висока продуктивність (до 8-10 кг/год) та коефіцієнт використання матеріалу (більше 95%), локальність обробки, незначний температурний вплив на деталь, можливість нанесення покриттів на вироби великих розмірів, відсутність обмежень на поєднання матеріалів покриття і підшару, що дозволяє охопити велику номенклатуру відновлення зношених деталей.
Основними недоліками газополуменевого нанесення покриттів є обмеження температури плавлення матеріалу (до 3000 ºС), недостатня для деяких умов експлуатації міцність зчеплення покриття з основою (5-25 МПа при випробуваннях на нормальний відрив), висока пористість покриттів (5-25%), що обмежує їх використання в корозійних середовищах без додаткової обробки, невисокий коефіцієнт використання енергії згоряння газу на нагрівання матеріалу (2-12%).
Залежно від призначення і матеріалу деталі, умов її експлуатації, контактів спряжених поверхонь при відновленні використовуються такі методи газополуменевого нанесення покриттів:
1. Газополуменеве напилення порошку без наступного оплавлення. Використовується для відновлення деталей зі зношуванням до 2,0 мм на сторону, без деформації, перекручування або зміни структури основного металу, що не піддаються в процесі експлуатації ударам, знакозмінним навантаженням, значному нагріванню (до 300-350 °С);
2. Газополуменеве напилення з одночасним оплавленням. Використовується для відновлення деталей, виготовлених із сірого чавуну, конструкційних, нержавіючих сталей та інше, з місцевим зношуванням до 3-5 мм, що працюють при знакозмінних й ударних навантаженнях;
3. Газополуменеве напилення з наступним оплавленням. Дає можливість відновлювати деталі типу «вал» зі зношуванням до 2,5 мм на сторону. Відновлені цим методом деталі стійкі проти корозії, абразивного зношування, дії високих температур.
Сфери застосування газополуменевого напилення досить різноманітні - відновлення геометричних розмірів зношених деталей; підвищення твердості, стійкості проти зношування і високих температур; одержання теплоізоляційних і декоративних покриттів тощо.
Для одержання покриттів із заданими властивостями на ремонтних підприємствах широко застосовують пальники, апарати, пости і установки для газополуменевого напилення.
7.2 Характеристика оснащення та процесів. Пальник для газополуменевого напилення (рис. 1) призначений для змішування газу з киснем і одержання зварювального полум'я. Ацетилен (або газ замінник) по трубці 8 та кисень по трубці 7 через інжектори 10 та 12 подаються у змішувальну камеру 11. Суміш газів далі через трубку 5 подається до мундштука 1. На виході з нього суміш підпалюється та утворює факел 2. Для обтискання факелу стисненим повітрям іноді використовують мундштук з допоміжнім соплом (на рисунку не наведений), що дозволяє збільшити довжину високотемпературної частини газового струменю, підвищити її температуру та швидкість. Матеріал, що утворює покриття зазвичай подають у вигляді порошку, через бункер 13, або дроту (стержнів) вздовж осі газополуменевого струменю.
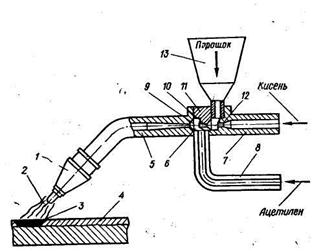
Рисунок 1. - Пальник для газополуменевого напилення:
1 - мундштук; 2 – факел полум'я; 3 - зварювальна ванна; 4 - наплавлювана поверхня; 5 - трубка; 6 – канал; 7 - киснева трубка; 8 - ацетиленова трубка; 9 - камера зміщення; 10, 12 - інжектори; 11 - змішувальна камера; 13 - бункер
Модернізація пальника ГН-2 для використання газів-замінників ацетилену (наприклад, пропан-бутану) у самому простому варіанті полягає у заміні мундштука (рис. 2).
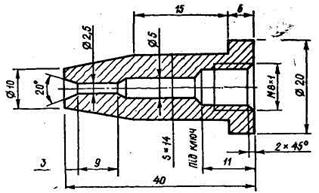
Рисунок 2. - Мундштук для напилення на пропані
В якості робочих газів використовують ацетилен згідно ГОСТ 5457, кисень ГОСТ 20448, пропан-бутан ГОСТ 20448, азот ГОСТ 9293 або стиснене повітря, очищене від мастила та вологи. Повітря, азот або інший стиснений газ використовують для охолодження соплової частини пальника та обдування факелу полум’я.
Перевагою ацетилену є низька температура спалаху (250°С), висока температура полум'я (3200°С), порівняно невисока окислювальна здатність газового полум'я (для згоряння 1 об'єму ацетилену необхідно 2,5 об'єму кисню).
До недоліків газів-замінників ацетилену (наприклад, пропан-бутану) слід віднести високу температуру спалаху (550- 650°С), низьку температуру полум'я (2400°С) і велику його окислювальну здатність (для згоряння 1 об'єму пропану необхідно 5 об'ємів кисню).
Розроблено ряд способів підвищення теплової ефективності полум'я газів-замінників ацетилену:
- збільшення вмісту в суміші газів кисню, який підвищує температуру полум'я на 100-200 °С (для зварювання окисне полум'я не використовується);
- поділ потоку газів полум'я на кілька струменів, що призводить до підвищення інтенсивності нагрівання (але при цьому суттєво збільшується зона термічного впливу);
- попереднє нагрівання газу (одного газу або газової суміші), що підвищує температуру полум'я на 300-400 °С (при цьому загальний об'єм полум'я збільшується на 20- 30%);
- введення в газове полум'я елементів, які сприяють утворенню екзотермічних реакцій і підвищують температуру полум'я на 150-200 °С.
Склад полум'я при використанні горючих газів у суміші з киснем принципово однаковий та визначається в основному співвідношенням кисню й горючих газів у суміші. По співвідношенню газів (складу горючої суміші) газове полум'я підрозділяють на нейтральне, окисне й відновлювальне.
Нейтральне полум'я (рис. 3,a) має яскраво виражений конус (ядро). Усередині конус складається з горючого газу й кисню. При взаємодії цієї частини полум'я з металом покриття відбувається його інтенсивне окислення. На відстані 2-3 мм від кінця конуса розвивається максимальна температура (для суміші ацетилену й кисню до 3150 ºС, для інших газів дещо нижче). Середня зона складається із газів СО і Н2, які, взаємодіючи з оксидами металів відновлюють їх. Основна частина факелу полум'я являє собою суміш газів типу СО2, Н2О, N2 та ін. Ця зона має окислювальний характер і порівняно низьку температуру.

Рисунок 3. - Схема будови факелу газокисневого полум'я: а - нейтральне; б - окисне; в – відновлювальне
Окисне полум'я (рис. 3, б) утворюється при подачі в пальник надлишкової кількості кисню. При такому співвідношенні газів середня зона має окисний характер впливу на метал, оскільки в ній з'являються більше СО2 і О2. При цьому розміри конуса й факела полум'я скорочуються, полум'я має фіолетовий колір.
При надлишку ацетилену або пропан-бутану (відновлювальне полум'я) конус має ті ж властивості, що й при нейтральному, але через малу кількість кисню реакція окислювання в ядрі сповільнюється, сильніше проявляється процес пірогенного розщеплення суміші газів на вуглець і водень. У цьому випадку конус подовжується, його границя трохи розмивається, утворюється завіса жовтогарячих кольорів у середній зоні (рис. 3, в). При великому надлишку ацетилену або пропан-бутану в об’ємі факелу полум'я також є вільний вуглець, полум'я подовжується й має червонувате забарвлення.
Для газополуменевого наплавлення сталі, чавуну, міді та її сплавів, сплавів на основі нікелю й кобальту в якості присадного матеріалу використовуються суцільні дроти й прутки за відповідними стандартами. Зокрема, для наплавлення сталі застосовують наплавочні дроти за ГОСТ 10543 та зварювальні за ГОСТ 2246, а для наплавлення чавуну литі прутки за ГОСТ 2671. Прутки діаметром 4, 6, 8 мм відливають довжиною 250-450 мм, а діаметром 10, 12, 14, 16 мм – 450-700 мм. Поверхня прутків повинна бути чистою й вільною від шлаків, окисних плівок та ін.
Для відновлення деталей, що працюють в умовах інтенсивного абразивного зношування з помірними ударами (робочі органи ґрунтообробних та дорожніх машин, зуби ковшів екскаваторів і т.п.), за ГОСТ 21449 використовують литі прутки ПР-С1 (тип наплавленого металу У30Х28Н4С3); ПР-С2 (тип наплавленого металу У20Х17Н2); ПР-С27 (тип наплавленого металу У45Х28Н2ВМ). Діаметр прутків із цих сплавів 4, 6 та 8 мм, довжина 300-500 мм.
Сплави на основі кобальту мають високу корозійну стійкість у різних середовищах. Вони добре працюють в умовах абразивного й ерозійного зношування, ударних навантажень і тертя металу по металу. При цьому кобальтові сплави зберігають свої експлуатаційні властивості при підвищених температурах (до 750 ºС). Для газового наплавлення литі прутки на основі кобальту виготовляють згідно ГОСТ 21449. Литі прутки Пр-В3К (тип наплавленого металу У10К63Х30В5Н2) використовують для наплавлення клапанів і сідел, двигунів внутрішнього згоряння; ущільнювальних поверхонь деталей енергетичних, нафтових арматур; ножів і т.і.; прутки Пр-В3К-Р (тип наплавленого металу У20К57Х30В10Н2Р) в основному призначені для наплавлення різального інструменту, зубів рамних пилок і т.п.
7.3 Характеристика використаних засобів та обладнання. Для одержання покриттів із заданими властивостями на ремонтних підприємствах широке поширення знайшли пальники, апарати, пости й установки, розроблені ВНПО «Ремдеталь», ВНДІавтогенмаш; пальник ГН-2 для наплавлення на ацетилені; модернізований пальник ГН-2 для наплавлення на пропані; апарати для газополуменевого напилення - 021-4 «Ремдеталь», 021-3 «Ремдеталь», 01-02-11 «Ремдеталь»; пост 01-05-48 «Ремдеталь» газопорошкового наплавлення, пост 01-05-149 «Ремдеталь» газопорошкового напилення й наплавлення; установки 011-1-01 «Ремдеталь» для наплавлення та 011-1-09 «Ремдеталь» для газополуменевого напилення і ін.
Установка для газополуменевого напилення і наплавлення деталей типу «вал» 011-1-01Н ТУ70.0009 (табл.1), що використовується в роботі, призначена для газополуменевого напилення та наплавлення зносостійкими порошковими матеріалами деталей з циліндричними поверхнями як концентрично так і ексцентрично розташованими відносно вісі обертання.
7.4 Методика виконання роботи та обробка отриманих даних. Вивчити правила техніки безпеки на робочому місці й розписатися у журналі з техніки безпеки.
Ознайомитися із завданням й оснащенням робочого місця.
Таблиця 1 Основні параметри та характеристики установки 011-1-01Н
| № п/п | Найменування показників | Норма |
| Тип | Стаціонарний | |
| Параметри електромережі: | ||
| напруга, В | 220±5 | |
| частота, Гц | ||
| Діаметр поверхні, що оброблюється, мм | ||
| мінімальна | ||
| максимальна | ||
| Відстань між центрами, мм | ||
| Найбільше зміщення центру патрона відносно вісі обертання, мм | ||
| Найбільший урівноважуючий момент, Н∙м | ||
| Найбільша маса встановлюваної деталі кг, не більше | ||
| Частота обертання шпинделя, об/хв. | 0,69…34,5 | |
| Швидкість робочого переміщення пальника, м/с | 0,0014…0,067 | |
| Переміщення передньої бабки | вручну та автомат | |
| Переміщення задньої бабки | вручну | |
| Товщина покриття, що наноситься, мм | 0,1-1,5 | |
| Продуктивність (при товщині покриття 0,5 мм) см2/хв, не більше |
Накреслити принципову схему газополуменевого напилення й наплавлення й привести технічну характеристику пальника ГН-2, апарата 021-4 «Ремдеталь» й установки 011-1-01Н «Ремдеталь».
Визначити твердість поверхні деталі, що відновлюється (5 замірів).
Відновити деталі на установці для газополуменевого напилення і наплавлювання деталей типу «вал» 011-1-01Н згідно варіанту. Варіант перший-нанесення покриття газополуменевим методом без наступного оплавлення. Варіант другий – нанесення самофлюсуючогося покриття з наступним оплавленням.
Виконати механічну обробку нанесеного покриття.
Виконати контроль якості нанесеного покриття. Визначити його твердість (5 замірів). Оцінити числові характеристики твердості для поверхні деталі та покриття за наступною методикою.
Визначити вибіркове середнє характеристики механічних властивостей:
 ,
,
де хi – значення твердості; n – кількість вимірів (n=5).
Визначити вибіркове середнє квадратичне відхилення:
Визначити коефіцієнт варіації:

Проаналізувати отримані дані, порівняти рівень механічних властивостей та їх однорідність до та після нанесення покриття.
7.5 Сучасні тенденції розвитку. Об’єм сучасного світового ринку газотермічного напилення та наплавлення складає більш ніж 150 млн. дол. по обладнанню та 250 млн.дол. по матеріалам на рік і має тенденцію до зростання. Традиційні різновиди газополуменевого напилення та наплавлення, що вивчаються в даній роботі, займають до 25% від всього об’єму ринку. За останні роки розроблені нові технології та обладнання, що значно розширює технологічні можливості методу газополуменевого напилення (рис. 4).
|
| |

|
|
|
|
|
|
|
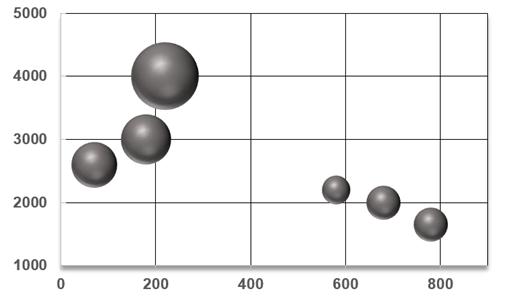
Рисунок 4 - Порівняння параметрів газотермічного нанесення покриттів: ГП – газополуменеве, ЕДМ – електродугова металізація, ПН, ВПН – плазмове в повітрі та вакуумі, ГПН – газополуменеве надзвукове (установки DJ2700, JP–5000, Intelli-Jet)
Використовують активацію процесу потоками нейтральних газів та повітря, що обтискають факел полум’я або взаємодіють з ним; підвищують швидкість газового потоку обтисканням факелу у спеціальних водоохолоджуючих соплах; використовують динамічний вакуум та інші способи. Наприклад, метод холодного газодинамічного напилення дозволяє здійснювати процеси формування покриттів в області низьких температур при високих швидкостях частинок, дозволяє використовувати для напилення ультрадисперсні порошкові матеріали з розміром частинок 0,5-0,01 мкм в кристалічному та аморфному станах з метою підвищення якості тонких покриттів і зниження термічного впливу на оброблювану деталь (рис. 5).
Інші способи газотермічного напилення, що забезпечують аналогічний рівень якості покриттів (плазмове в динамічному вакуумі, детонаційне), стосовно більшості виробів нетехнологічні.


а) б)
Рисунок 5. - Нанесення покриттів холодним газодинамічним напиленням для відновлення головки блоку циліндрів (а) та колісного диску з алюмінію (б)
Найбільш великі світові компанії, що займаються виготовленням матеріалів, обладнання для газополуменевого напилення це Castolin Eutectic та Sulzer Corporation, до складу якої з 1994 року входять Metco Division та Alloy Metals.
Читайте також:
- I. Аналіз контрольної роботи.
- I. Загальні збори АТ
- I. ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ
- I. Загальні положення
- II. Вимоги безпеки перед початком роботи
- II. Вимоги безпеки праці перед початком роботи
- II. ЗАГАЛЬНІ ПОЛОЖЕННЯ.
- II. МЕТОДИЧНІ ВКАЗІВКИ
- II.ТЕОРЕТИЧНІ ПИТАННЯ КУРСОВОЇ РОБОТИ
- III. Виконання бюджету
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
| <== попередня сторінка | | | наступна сторінка ==> |
| Короткі вказівки з техніки безпеки | | | Порядок виконання роботи |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |