РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Загальні положення та вказівки до виконання роботи
7.1 Загальні положення. Відра доїльних апаратів виготовляються з листового алюмінію АДІМ-3 ГОСТ 21637—76, а кришки — з алюмінію АЛ-2 ГОСТ 2685—75.
Основними дефектами доїльних відер є наскрізні пробоїни, зламані вушка і знос їх гнізд, деформація торцевої й бокової поверхні горловин, зламані рукоятки (скоби), знос днища, вм'ятини поверхні. Основні дефекти кришок доїльних відер — деформація бокової поверхні і площини прилягання кришки до торцевої поверхні горловини відра, знос зубчастої поверхні на ручці кришки, порушення кріплення ручки до її корпуса і кріплення патрубка, облом гачків (додаток А).
7.2 Деякі особливості хімічного очищення відер і кришок та нейтралізації відпрацьованих розчинів.В результаті дії молочних продуктів агресивного середовища ферми і різних миючих засобів алюмінієві відра та кришки забруднюються й окислюються, окисна плівка, що утворилася на їх поверхні, значно ускладнює проведення зварювальних робіт.
Різні види механічного очищення відер і кришок не дають необхідного результату. Як найповніше задовольняє вимогам хімічне очищення алюмінієвих деталей, яке забезпечує підготовку поверхні до проведення зварювальних робіт.
Хімічне очищення включає хімічне знежирення (розчин № 1), травлення (розчин № 2) й освітлення — пасивування (розчин № 3) з промивкою у воді після кожної операції (додаток Б).
Відпрацьовані розчини підлягають заміні. Для цього агресивні середовища, які травлять і пасивують необхідно нейтралізувати в резервуарі місткістю 3,5-4 м3, в який всі ванни мають загальний злив.
Для того, щоб здійснити нейтралізацію агресивних середовищ без залучення нових реагентів і додаткової витрати азотної кислоти, треба травлення проводити розчинами їдкого натру — не більше 100—120 г/л, а освітлення - пасивування – розчинами азотної кислоти не менш 300 г/л. Відпрацьовані розчини, що відстоялися, зливають в бак нейтралізації. Після перемішування визначають рН отриманого розчину за універсальним індикаторним папером (рН повинне бути рівне 7).
Всього на нейтралізацію 1 л відпрацьованого розчину № 2 потрібно 1 л відпрацьованого розчину № 3. При цьому вміст алюмінію в розчині № 2 не повинен перевищувати 30 г/л. Інакше для нейтралізації додатково вводиться розчин азотної кислоти.
Після закінчення нейтралізації розчинів № 2 і 3 зливають в резервуар нейтралізації розчини з решти ванн (розрахунки нейтралізації відпрацьованих розчинів провели співробітники інституту колоїдної хімії і хімії води).
7.3 Характеристика процесу відновлення деталей. Більшість перелічених дефектів відра і кришки усувають із застосуванням зварювання (Додаток В).
Зварювання алюмінію пов'язане із деякими труднощами: сильна окислюваність алюмінію при високих температурах з утворенням тугоплавкої окисної плівки, яка ускладнює сплавлення і сприяє непроварюванню металу; схильність до утворення гарячих тріщин через великі ливарні усадження металу; високі теплопровідність і теплоємність алюмінію вимагає застосування потужних джерел тепла; підвищена пористість алюмінієвих сплавів, легованих магнієм, пов'язана з насиченням розплавленого металу воднем.
З усіх відомих способів зварювання алюмінію найбільш високі показники має аргоно-дугове зварювання на змінному струмі неплавким електродом (рис. 1). При цьому зварюванні плівка окислів руйнується під дією іонів аргону, якими «бомбардується» розплавлений метал. При зварюванні в середовищі аргону електрична дуга горить між неплавким електродом і виробом, а присадний матеріал подається відособлено. Неплавкими електродами є вольфрамові дроти: з чистого вольфраму марки ЕВ4, з вольфраму із присадкою окису лантаду марок ЕВЛ-10, ЕВЛ-20 і з вольфраму, який містить окис іттрію марки ЕВИ-30. Діаметр неплавкого електрода залежить від вибраної сили струму і може дорівнювати 2-10 мм. Присадним матеріалом при зварюванні алюмінієвих деталей є алюмінієвий дріт СвАК5 та СвАМч6 діаметром 4-6 мм. При зварюванні застосовують аргон марки А з об'ємним вмістом чистого газу не менше 99,96 %.

| Рис. 1 Спрощена схема установки для зварювання алюмінію неплавким електродом 1 - зварювальний трансформатор; 2 - дросель; 3 - осцилятор; 4 - реостат; 5 - амперметр; 6 - вольтметр; 7 - зварювальний пильник |
Для здійснення аргонодугового зварювання неплавким електродом використовуються стаціонарні установки УДГ-301 (на струми 50...300 А), та УДГ-501 (на струми 60...500 А), напруга холостого ходу 60-70 В. Вони комплектуються газоелектричними пальниками типу ГРАД.
Функціональна блок-схема установки наведена на рис. 2. Установка містить однофазний силовий трансформатор Т, що виконує також функцію регулювання струму за допомогою нерухомого підмагнічуваного шунта. Осердя магнітного шунта розташовано перпендикулярно стрижням трансформатора, що несуть секціоновані обмотки трансформатора. На осерді розташована обмотка управління, обтічна постійним струмом, зміна величини якого впливає на магнітний стан сердечника і врешті на величину зварювального струму. Трансформатор має два ступені регулювання зварювального струму: ступінь великих струмів - при паралельному з'єднанні секцій обмоток і ступінь малих струмів - при їх послідовному з'єднанні. В межах кожного ступеня плавне регулювання зварювального струму здійснюється підмагнічуванням шунта. Магнітний підсилювач А призначений для управління струмом підмагнічення шунта, який регулюється резистором в ланцюзі обмотки управління підсилювача. Час заварки кратера регулюється від 0 до 30с. Після заварки зварювальний струм автоматично відключається.
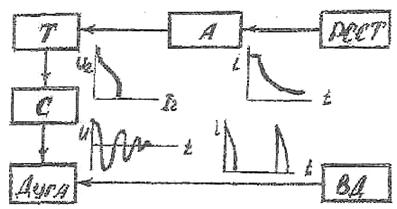
| Рис. 2 Функціональна блок-схема зварювальних установок УДГ (УДГ-301 і УДГ-501) |
Блок З (батарея конденсаторів) перешкоджає проходженню постійної складової несинусоїдального зварювального струму у вторинну обмотку трансформатора Т. Блок ВД призначений для збудження зварювальної дуги за допомогою високовольтних високочастотних знакозмінних затухаючих імпульсів (осциляторний режим) і підтримки стабільного горіння дуги за допомогою низьковольтних аперіодичних імпульсів струму (стабілізований режим). Генерація імпульсів, як в осциляторному, так і в стабілізованих режимах відбувається один раз за період при позитивній полярності на електроді, але з випередженням в часі на 40-60мкс щодо нульового значення зварювального струму. Технічні дані установок УДГ-301, УДГ-501 і УДГ-101 наведені в табл. 1
Параметри режиму електродугового зварювання неплавким електродом у середовищі аргону наведені у таблиці 2. Якість газового захисту при аргоно-дуговому зварюванні має великий вплив на міцність і герметичність зварювального з'єднання, а також на процес наплавлення. Недостатні швидкості виходу газу і його кількість не забезпечують надійного захисту зварювальної ванни. При цьому шов має матовий відтінок, а навколо нього відкладається кіптява. Велика швидкість виходу газу і збільшення його кількості сприяє виникненню завихрень, які виявляються порушенням стабільності горіння дуги і швидким згорянням вольфрамового електрода.
Таблиця 1 Технічні дані установок для ручного наплавлення
| Технічні дані | Тип установки | ||
| УДГ-301 | УДГ-501 | УДГ-101 | |
| Кліматичного виконання, категорій розміщення | УХЛ4 | УХЛ4 | УХЛ4 |
| Нижня межа температури навколишнього повітря, °С | +1 | +1 | - 40 |
| Номінальний зварювальний струм, А | |||
| Межі регулювання струму, А | 15-315 | 40-500 | 2-80 |
| Режим роботи, ПН % | |||
| Номінальна робоча напруга, В | |||
| Напруга холостого ходу, В | |||
| Номінальна напруга живлячої мережі, В | 220, 380 | 220, 380 | |
| Діаметр вольфрамового електроду, мм | 1-6 | 2-10 | 0,4-2 |
| Первинна потужність кВ х А | |||
| Габаритні розміри, мм | 730x900x1620 | 940x650x905 | |
| Маса, кг, не більш |
Присадний дріт у зону зварювання вводять на відстані 2-4 мм від дуги після утворення зварювальної ванни (рис. 3). Зварювання виконують зліва направо з кутом між присадним дротом і електродом в 90°. Кут між присадним дротом і зварювальним металом повинен знаходитися в межах 15-25°. Зварювання ведуть при мінімальній довжині дуги 2-5 мм, максимальній силі струму і гранично можливій швидкості. Закінчують зварювання гасінням дуги методом плавного її подовження.
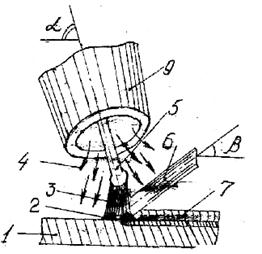
| Рис. 3 Схема аргонодугового зварювання і наплавлення неплавким вольфрамовим електродом 1-основной метал; 2-ванна рідкого металу; 3-дуга; 4 - захисний газ; 5 - вольфрамовий електрод; 6 - присадний метал; 7 - наплавлений шар; 8-зона оплавлення основного металу; 9 - сопло пальники; α - кут нахилу пальника; β - кут нахилу присадного матеріалу |
При нормально встановлених режимах і правильній техніці зварювання шов повинен бити злегка опуклим і підноситися над основним металом на 2-Змм. Поверхня шва повинна бути чистою зі сріблястим відтінком і з чіткою дрібною лускатістю. Затемнена матова або закопчена поверхня при поганому формуванні шва свідчить про порушений режим газового захисту.
Таблиця 2 Режими аргоно-дугового зварювання деталей з алюмінієвих сплавів
| Товщина металу або катет шва | Кут нахилу присадного дроту β град | Діаметр вольфрамового електроду, мм | Діаметр присадного дроту, мм | Кут оброблення кромки тріщини град. | Кут нахилу пальника α, град | Зварювальний струм I, А | Напруга дуги V, В | Швидкість зварювання VС, см/хв | Витрата аргону Q, л/хв |
| 1,5 | - | 45-50 | 20-25 | 3-4 | |||||
| 1,5 | - | 80-86 | 20-25 | 3-4 | |||||
| 2,5 | - | 120-150 | 20-25 | 4-5 | |||||
| 3,0 | - | 160-180 | 20-25 | 4-5 | |||||
| 3,0 | 190-200 | 21-22 | 5-6 | ||||||
| 12-13 | 3,0 | 200-220 | 25-30 | 5-6 | |||||
| 4,0 | 220-240 | 25-30 | 6-7 | ||||||
| 4,0 | 220-260 | 25-30 | 6-8 | ||||||
| 10 і >> | 5,0 | 240-300 | 25-30 |
Читайте також:
- I. Аналіз контрольної роботи.
- I. Загальні збори АТ
- I. ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ
- I. Загальні положення
- II. Вимоги безпеки перед початком роботи
- II. Вимоги безпеки праці перед початком роботи
- II. ЗАГАЛЬНІ ПОЛОЖЕННЯ.
- II. МЕТОДИЧНІ ВКАЗІВКИ
- II.ТЕОРЕТИЧНІ ПИТАННЯ КУРСОВОЇ РОБОТИ
- III. Виконання бюджету
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
| <== попередня сторінка | | | наступна сторінка ==> |
| КОРОТКІ ВКАЗІВКИ З ТЕХНІКИ БЕЗПЕКИ | | | Порядок виконання роботи |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |