РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
ЗАГАЛЬНІ ПОЛОЖЕННЯ ТА ВКАЗІВКИ ДО ВИКОНАННЯ РОБОТИ
7.1 Загальні положення.Зміцнення поверхні деталі пристроями поверхнево-пластичного деформування (ППД) (обкатування, вібронакатування та ін.) відрізняються від традиційних способів механічної обробки (точіння, шліфування, хонінгування та ін.) більшим кроком мікронерівностей і радіусами закруглень мікровиступів та мікровпадин, відносно більшою опорною поверхнею та високою однорідністю, малим числом мікровиступів на одиницю довжини. Із збільшенням радіусу вершин мікровиступів і однорідності їх по формі та висоті збільшується несуча здатність поверхні, темп її приробки, контактна жорсткість, зносостійкість, гідрощільність, товщина масляної плівки, виникаюча при змащенні, а із збільшенням радіусу закруглення мікровпадин підвищуються стомлююча міцність, опір корозії та запилення поверхні.
Основними особливостями та недоліками засобів чистової обробки різанням є:
- загострена форма виступів та впадин мікронерівностей;
- відносно низька несуча здатність, обумовлена загостреною формою мікронерівностей та відповідно малою опорною поверхнею при початкових зближеннях в процесі приробки;
- пряма залежність між кроком та висотою мікронерівностей і, як наслідок, мала маслоємність поверхонь;
- неможливість регулювання форми мікронерівностей при одній тій же самій висоті;
- висока ступінь неоднорідності мікрорельєфу;
- шаржирування оброблюваної поверхні осколками абразивного інструменту;
- припалювання внаслідок абразивної обробки.
Ці недоліки більшості способів чистової та зміцнюючої обробки різанням і тиском затрудняють рішення таких задач, як:
а) отримання та оптимізація мікрорельєфу робочих поверхонь деталей за рахунок нормування та технологічного забезпечення геометричних параметрів якості поверхні, які поліпшують експлуатаційні властивості;
б) застосування розрахункових методів нормування та технологічного забезпечення геометричних характеристик якості поверхні.
Одним із рішень задач по усуненню вище перерахованих недоліків є прогресивний спосіб зміцнення – вібронакатування (вібровигладжування). Обробка металів ППД основана на застосуванні їх пластичних властивостей, здатності при визначених умовах здобувати під дією зовнішніх сил остаточні деформації мікровиступів поверхневого шару без порушень їх суцільності.
7.2 Характеристика процесу. Сутність вібронакатування полягає у тому, що закріпленій деталі у центрах токарно-гвинторізного станку надається обертальний рух з частотою Пр, а робочому інструменту (алмазному вигладжувачу, кульці), до якого прикладене навантаження Р, надається осцилюючий рух (коливаючий) з частотою Пп.х. паралельно осі оброблюваної деталі та повздовжня подача Sпр. (рис.1)
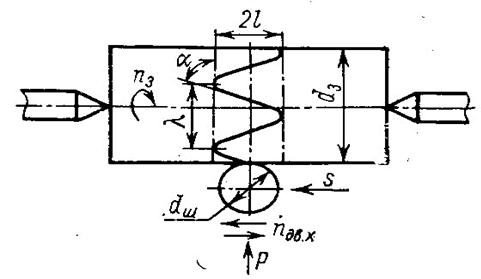
Рисунок 1 - Принципова схема процесу вібронакатування (вібровигладжування)
деталей
Внаслідок обробки виникає мережа каналів з частковорегулярним мікрорельєфом (ЧРМР), або повністю регулярним мікрорельєфом (ПРМР) ГОСТ 24773-81 (рис. 2). Характер мікрорельєфу (розміри, форма, взаєморозташування мікронерівностей) визначається режимом та умовами обробки поверхневого шару деталі.
В процесі вібронакатування поверхня деталі оброблюється по гвинтовій лінії вібруючим робочим інструментом з амплітудою коливань λ, тобто на гвинтову лінію накладається нескінченна синусоїдна крива. На поверхні деталі видавлюються канавки визначеної форми глибиною в декілька десятків мкм в залежності від твердості оброблюваного матеріалу.
|
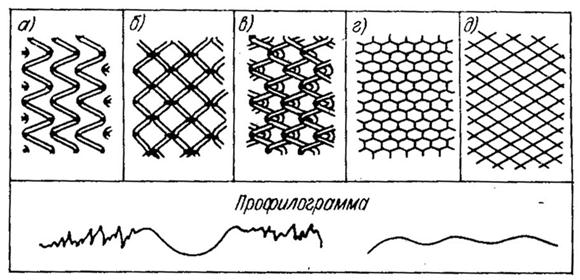
Рисунок 2 - Види частково-регулярних мікрорельєфів: ЧРМР (а, б, в) та мікрорельєфу ПРМР (г).
а – канавки, що не торкаються ; б – канавки, що торкаються; в – канавки, що пересікаються; г – канавки, що зливаються (ПРМР).
Вібронакатування – чистова (фінішна) обробка, яка забезпечує утворення оптимального для різних умов експлуатації мікрорельєфу поверхні, збільшує стомлюючу міцність, контактну жорсткість та зносостійкість. Вона супроводжується наклепом, збільшенням мікротвердості оброблюваного металу, підвищенням класу шорсткості поверхні, зменшенням або повністю виключенням приробки спряження. При утворюванні системи канавок ЧРМР зміцнюються ділянки впадин та напливів; при утворюванні повністю перекритої канавками поверхні (ПРМР) - нова поверхня зміцнена повністю (як виступи, так і впадини).
При вібронакатуванні утворюється мікрорельєф, в якому радіус мікровиступів та мікровпадин у сотні, тисячі раз більше, ніж при традиційних способах механічної обробки. Цей мікрорельєф відрізняється більшою опорною поверхнею при достатній її маслоємності та високим ступенем однорідності. Канавки, утворені вібронакатуванням, служать масляними кишенями. Продукти зносу та абразивний пил осідає на дно канавок та разом з маслом під тиском виноситься за межі зони тертя спряжених деталей. При цьому в зоні тертя зменшується температура, коефіцієнт і момент тертя, різко підвищується зносостійкість спряжених поверхонь.
7.3 Основними параметрами процесу вібронакатування (вібровигладжування) є:
Зусилля вібронакатуванняРвизначає величину остаточної деформації і вона тим більша, чим більше Р і чим менше опір оброблюваного матеріалу пластичному деформуванню. Воно є одним із основних параметрів режиму змінення, яким можна найбільше впливати на ступінь вигладжування, т.б. на зменшення шорсткості поверхні.
За міру остаточної деформації та ступінь вигладжування прийнята зміна діаметру деталі ∆d : ∆d = к·(Rz вих.- Rz),
де Rz вих. – вихідна шорсткість поверхневого шару, мкм;
Rz – шорсткість поверхневого шару після обробки, мкм;
к – коефіцієнт, залежний від властивостей оброблюваного матеріалу (к= 1,3…1,5).
Зусилля обробки визначає як геометричні (ширина та глибина канавки, ступінь обробки вихідної поверхні, шорсткість), так і фізико-механічні характеристики якості поверхневого шару (твердість, остаточні напруги та інш.).
Радіус тору вигладжувача або діаметр куліRbвибирається у першу чергу в залежності від шорсткості та розмірів оброблюваної деталі, а також від жорсткості поверхневого шару деталі. При обробці мало- і нерівножорстких деталей необхідно використати кулі малого діаметру, так як при цьому необхідна деформуюча дія здійснюється при менших зусиллях обробки.
Амплітуда коливань робочого інструментуλ встановлюється та вимірюється за рахунок зміни ексцентриків на валу електродвигуна. Величина амплітуди звичайно не перевищує 3 мм, що пов’язано із збільшенням інерційних сил та прискореним виходом віброголовки зі строю.
Число подвійних ходів (осциляцій)Пп.х. визначається частотою обертів вала електродвигуна.
Частота обертів деталіПд визначає кількість хвиль (синусоїд), видавлених канавок, які припадають на один оберт деталі та величину зміщення канавок відповідно одна другої у напрямку оберту деталі.
Читайте також:
- I. Аналіз контрольної роботи.
- I. Загальні збори АТ
- I. ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ
- I. Загальні положення
- II. Вимоги безпеки перед початком роботи
- II. Вимоги безпеки праці перед початком роботи
- II. ЗАГАЛЬНІ ПОЛОЖЕННЯ.
- II. МЕТОДИЧНІ ВКАЗІВКИ
- II.ТЕОРЕТИЧНІ ПИТАННЯ КУРСОВОЇ РОБОТИ
- III. Виконання бюджету
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
| <== попередня сторінка | | | наступна сторінка ==> |
| PL-109 Використовується для заробки тріщин на фарах | | | Відношення числа подвійних ходів (осциляцій) до частоти обертання деталі |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |