РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Відношення числа подвійних ходів (осциляцій) до частоти обертання деталі
і = Пп.х./Пд
являється основним параметром, який визначає характер взаємного розташування видавлених канавок у напрямку оберту деталі. Ціла частина і показує скільки разів довжина хвилі канавки укладається на довжині окружності деталі, а дробна і – величину зміщення канавок одна відносно іншої при кожному послідуючому оберті деталі ( зсув хвиль по фазі).
Повздовжня подача робочого інструментуSпр показує відстань між канавками у напрямку подачі та вид мікрорельєфу.
Режим вібронакатування (вібровигладжування)визначає не тільки ступінь перекриття видавленими канавками вихідної поверхні та вид мікрорельєфу, але й величину опорної поверхні, площу та об’єм канавок, висоту, крок і форму мікронерівностей, а також їх число на одиницю площини.
Форма мікронерівностей визначає маслоємність поверхні, несучу її здатність, стомлюючу та корозійну міцність. В залежності від змінення співвідношення Пп.х./Пд та амплітуди коливань інструменту λ, а також величини повздовжньої подачі Sп можна формувати мікрорельєфи різноманітної форми.
За допомогою вібронакатування можливо утворювати мікрорельєф, який корінним чином відрізняється по формі, співвідношенню розмірів та форми мікронерівностей, розташованих поздовж та поперек утворюючої тіл обертання, які неможливо отримати при всіх існуючих способах оброблювально-зміцнюючої обробки різанням та тиском.
7.4 Характеристика обладнання.Універсальний пристрій для вібронакатування (рис. 3) встановлюється в різцеутримувачі токарно-гвинторізного станка. Основним призначенням пристрою являється здійснення осциляційного руху алмазного кінцевика (кульки). Обертальний рух вала електродвигуна за допомогою ексцентрикового механізму перетворюється у зворотно-поступальний рух робочого інструменту (кульки) паралельно вісі деталі з числом осциляцій, рівних частоті обертання вала електродвигуна та довжиною ходу, рівного подвійному ексцентриситету ексцентрикового механізму.
Різьбова пробка 27 служить для попереднього стиснення пружини. Остаточна установка на необхідний для накатування тиск здійснюється додатковим переміщенням всього пристрою в напрямку перпендикулярному осі обертання заготовки (деталі) за допомогою поперечної подачі станка.
Під дією деформуючого інструменту, твердість якого вища твердості оброблюваного матеріалу відбувається деформація нерівностей поверхні деталі: метал «розтікається», заповнюючи суміжні западини. Якісні показники поверхні, отриманої в результаті вібронакатування, визначаються режимами обробки. Від цих режимів залежать експлуатаційні (зносостійкість, шорсткість, корозійна стійкість, опір схоплюванню, гідрощільність, коефіцієнт тертя, несуча здатність, опірна поверхня) та фізико-механічні характеристики (твердість, стомлююча міцність, пластичність та інш.).
Шорсткість поверхні – сукупність нерівностей, що повторюються з відносно малими кроками, які утворюють рельєф поверхні деталі. Її критерієм є середньоарифметичне відхилення профілю Ra (6-12 класи), або Rz (1-5 та 13 і 14 класи шорсткості поверхні).
Після вібронакатування шорсткість поверхні можна одержати Ra = 20 – 0,02 мкм, а твердість збільшити при зрівнянні з початковою на 30 – 60 %.
Для вібронакатування (вібровигладжування) застосовують утримувачі, в яких закріплюють деформуючі елементи: кульки діаметром 3 - 40 мм (сталь ШХ 15, HRC 62 – 65), природні і синтетичні алмазні та твердосплавні наконечники від 1 до 3 мм, які виготовляються підприємствами алмазних інструментів.
При вібронакатуванні робочий інструмент виконує більш складний рух відносно оброблюваної поверхні, чим при інших способах ППД, «атакує» кожний виступ мікронерівностей початкової поверхні з різних сторін, ніби розкатуючи метал в різних напрямках, в результаті чого опір деформації зменшується; а деформуюча дія зростає. З позиції дислокаційної теорії збільшення деформуючої дії з ускладненням кінематики процесу ППД пояснюється збільшенням числа площин ковзання, осередків виникнення та розвитку ППД, зменшенням накопиченої енергії та опору розвитку деформації на кожному напрямку.
Зміцнення поверхневого шару зв’язано зі зміною кристалічної структури металу. Зерна металу роздрібнюються; при цьому створюється дрібнозерниста структура, збільшується кількість викривлень кристалічної решітки дислокацій. Дислокації перешкоджають переміщенню окремих частин кристалів по площинам ковзання, а переборювання опору дислокацій вимагає застосування значно більших напружень.
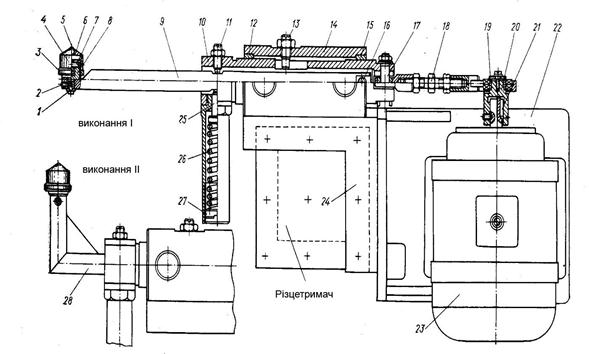
Рисунок 3 - Універсальний пристрій для вібронакатування (вібровигладжування) деталей.
1 – гвинт,2 – вісь, 3 – різьбове кільце, 4 – сепаратор-ковпачок, 5 – робоча кулька, 6 – шарикопідшипник, 7 – вісь, 8 – корпус, 9 – штанга, 10 – втулка, 11, 13 – гвинти обмежувачі, 12, 15 – вкладиші, 14, 20 – втулки, 16 – штифт, 17 – вісь, 18 – регулювальна гайка, 19 – ексцентрик, 21 – шпонка, 22 – основа, 23 – електродвигун, 24 – прямокутник, 25 – кінцевик, 26 – тарирувана пружина, 27 – різьбова пробка.
Крім розглянутого універсального пристрою для вібронакатування деталей (рис. 3) застосовують віброголовки з вібраторами, які утворюють зворотно-поступальний рух робочого інструменту з заданою частотою та амплітудою коливання. Вібратори розподіляються на три основні типи: ексцентрикові, електромагнітні та поршневі (пневматичні та гідравлічні), які приводяться від електродвигунів.
Читайте також:
- II. Множення круглих багатоцифрових чисел на розрядні числа.
- II. Організація і проведення спортивних походів
- Ne і ne – поточне значення потужності і частоти обертання колінчастого вала.
- VI. Оформлення маршрутної документації на проведення туристичних походів та експедицій
- Абсолютна величина дійсного числа
- Абсолютна величина числа позначається символом .
- Алгоритм визначення проекцій точок на поверхнях обертання
- Алгоритми арифметичних операцій над цілими невід’ємними числами у десятковій системі числення.
- Аналіз динаміки та структури банківських доходів
- Аналіз доходів і витрат підприємства
- Аналіз доходів та витрат від операцій з цінними паперами.
- Аналіз ефективності системи антиризикованих заходів
| <== попередня сторінка | | | наступна сторінка ==> |
| ЗАГАЛЬНІ ПОЛОЖЕННЯ ТА ВКАЗІВКИ ДО ВИКОНАННЯ РОБОТИ | | | ПОРЯДОК ВИКОНАННЯ РОБОТИ |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |