РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Класифікація й обробка корпусних деталей.
План
1. Класифікація й обробка корпусних деталей.
2. Контроль корпусних деталей.
3. Класифікація й обробка деталей класу “некруглі стержні”.
4. Характеристика кріпильних деталей.
5. Виготовлення болтів, гвинтів і шпильок.
6. Виготовлення гайок і шайб.
Корпусними називаються такі деталі, всередині яких розташовані вузли і механізми машини чи агрегату. В автотракторобудуванні можна виділити наступні основні типи корпусних деталей: блоки циліндрів, корпуси коробок передач, корпуси задніх мостів і кінцевих передач, картери редукторів, головки циліндрів, корпуси водяних насосів, картери муфти зчеплення. Як заготовки для корпусних деталей використовуються відливки із сірого чавуну й алюмінієвих сплавів.
Корпусні деталі мають зазвичай складну конфігурацію, значну різницю в розмірах перетинів, велике число різних за формою і розмірами поверхонь, порожнин і отворів. Технічні вимоги до корпусних деталей включають високу точність обробки площин, базових отворів і їхнього взаємного розташування. У зв'язку з цим при обробці корпусних деталей важливого значення набуває правильний вибір схеми базування.
Найбільш надійною і простою схемою є використання в якості настановної бази площини, що має значну довжину, і двох спеціально підготовлених точних технологічних отворів на цій площині, розташованих на досить великій відстані один від одного. Ці бази бажано використовувати при виконанні можливо більшого числа операцій. Така схема базування застосовується при обробці блоків і головок циліндрів, корпусів коробок передач і задніх мостів і т.п.
Як технологічну базу може бути використаний конструктивний отвір достатнього діаметру. Така схема базування застосовується, наприклад, при обробці корпусу водяного насосу і подібних корпусних деталей. Обробка зовнішніх поверхонь таких деталей проводиться з установкою деталі по попередньо обробленому отворі.
У деяких випадках основні настановні бази обробляються з використанням технологічних баз у вигляді попередньо оброблених площин.
При базуванні корпусної деталі по площині і двох технологічних отворах конструкція настановного приспосіблення виходить найбільше простою. Воно являє собою плиту з трьома опорними пластинками і двома настановними пальцями (циліндричним і ромбічним) з елементами кріплення деталі.
В умовах масового і крупно-серійного виробництв обробка корпусних деталей проводиться звичайно за наступною типовою схемою:
1) обробка настановної базової площини і виготовлення двох технологічних отворів по 7 квалітету;
2) чорнова і чистова обробки основних площин;
3) чорнова і чистова обробки взаємозалежних базових конструктивних отворів;
4) фрезерування другорядних площин;
5) обробка кріпильних отворів;
6) фінішна обробка конструктивних базових отворів.
Обробка корпусних деталей у масовому виробництві ведеться з використанням автоматичних ліній, агрегатних, протяжних, поздовжньо-фрезерних, барабанно-фрезерних, карусельно-фрезерних, багатошпиндельних свердлильних верстатів і напівавтоматів.
У дрібносерійному і серійному виробництвах обробка корпусних деталей має іншу типову схему:
1) розмітка основних площин з нанесенням горизонтальних і вертикальних рисок;
2) чорнове фрезерування основних площин;
3) розмітка отворів;
4) обробка отворів;
5) чистове фрезерування основних площин;
6) координатне розточування конструктивних базових отворів;
7) фрезерування другорядних площин;
8) обробка кріпильних отворів;
9) фінішна обробка точних конструктивних базових отворів.
Обробка корпусних деталей у дрібносерійному і серійному виробництвах ведеться з використанням універсальних верстатів: горизонтально- і поздовжньо- фрезерних, горизонтально- і координатно-розточувальних, радіально-і вертикально- свердлильних, хонінгувальних і т.д.
На рис. 1 показаний корпус переднього моста трактора Т-40А.
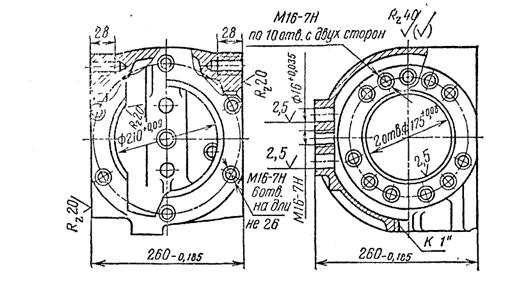
Рис. 1 Корпус переднього моста трактора Т-40А
Заготовкою є відливка коробчатої форми із сірого чавуна СЧ24-40 твердістю НВ 170—240. Деталь має три базових конструктивних отвори, що розташовані у трьох взаємно перпендикулярних стінках, а також велике число різьбових отворів.
Перша операція виконується з використанням барабанно-фрезерного верстату, на якому обробляються попарно протилежні площини. Обробка виконується з поворотом деталі на двох її позиціях. Після чорнового і чистового розточувань базових отворів проводиться свердління, зенкерування, розвертування отворів і нарізування різьб.
Читайте також:
- II. Класифікація видатків та кредитування бюджету.
- V. Класифікація і внесення поправок
- V. Класифікація рахунків
- А. Структурно-функціональна класифікація нирок залежно від ступеню злиття окремих нирочок у компактний орган.
- Адміністративні провадження: поняття, класифікація, стадії
- Аналітична обробка інформації вузлами інформаційно-аналітичної функціональної підсистеми МОЗ України і питань НС.
- Аналітичні процедури внутрішнього аудиту та їх класифікація.
- Банківська платіжна картка як засіб розрахунків. Класифікація платіжних карток
- Банківський кредит та його класифікація.
- Банківські ресурси, їх види та класифікація
- Будівельна класифікація ґрунтів
- Будівельні домкрати, їх призначення, класифікація та конструкція.
| <== попередня сторінка | | | наступна сторінка ==> |
| Обробка маховиків. | | | Контроль корпусних деталей. |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |