РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Продовження таблиці 1.9
Таблиця 1.5 – Режими клейових з’єднувань
| Вид |прокладення| матеріалу прокладки | Параметри процесу сполучення | |||
| Температура поверхні, що пресує, оС | Питома вага, МПа | Час пресування, с | Зволоження, % | |
| Неткана полотнина волокнистого складу: Лавсан – 90% Віскоза – 10% | 120-150 | 0,02-0,04 | 10-12 | 0-20 |
Таблиця 1.6 – Режими волого-теплової обробки
| Тканина | Температура нагрівання гладильної поверхні, оС | Питомий тиск, МПа | Час витримки, с | Зволоження, % | |
| праски | пресу | ||||
| Вовняна костюмна тканини ВШрс-100% | 0,03-0,12 | 5-12 |
МОДУЛЬ 2
2.1. Обґрунтування вибору методів обробки й обладнання
Для реалізації методів обробки, що проектуються студенту необхідно здійснити вибір обладнання, виходячи з технологічних умов процесу (асортимент тканин, що рекомендуються, їх фізико-механічні властивості, режими обробки і т.д.). Характеристику устаткування представити у формі таблиць 1.7, 1.8, 1.9. У таблиці 1.7 типи і номери голок, види і номери швейних ниток необхідно вказувати конкретно для моделі.
Також варто приділити увагу використанню в технологічному процесі виробництва моделі, що проектується пристосувань малої механізації. Характеристику пристосувань після обґрунтування необхідності їхнього впровадження представити у формі таблиці 1.8.
Таблиця 1.7 – Технологічна характеристика швейних машин
| Обладнання, підприємство-виготовлювач | Тип або клас машини | Тип стібка | Максимальна частота обертання головного валу ,об/хв. | Довжина стібків, мм | Виконавчий орган механізму переміщення матеріалу | Голки | Нитки | Матеріали, що обробляються | Товщина пакету матеріалів, що зшивається, мм | Додаткові дані |
| Одногол-кова машина з автоматичними механізмами виконання закріпки, обрізання ниток та підйому лапки „Джукі” (Японія) | DLN-415-5-2B/210/AK-2 | До 4 | Нижня зубчата рейка та голка, що відхиляється вздовж строчки | DBx1#14 | Армовані №36лх; комплексні лавсанові №33л | Костюмні, сукняні, плащеві, сорочкові в тому числі з великим змістом синтетичних волокон | До 4 | Апарат автоматичного управління швом (210) |
Таблиця 1.8 – Технологічна характеристика пристосувань
| Найменування пристосування | Марка, виготовлювач | Клас швейної машини, підприємство-виготовлювач | Графічне зображення шва, ТУ виконання |
| Для обкантовування зрізів деталей | MAN-0280G-OAO „Джукі” (Японія) | DLN-415-5-2B/210/AK-2 „Джукі” (Японія) | 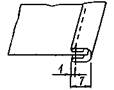
|
Таблиця 1.9 – Технологічна характеристика пресового обладнання
| Обладнання, підприємство-виготовлювач | Марка (тип) | Продуктивність, циклів/год. | Зусилля пресування, кН | Тип приводу | Тип нагрівання подушки | Температура нагрівання подушки, 0С | ||
| верхньої | нижньої | верхньої | нижньої | |||||
| Прес гладильний з програмним керуванням „Легмаш” (Росія) | ППУ-1 | до 75 | пневматичний | електричний | паровий | 100-200 | 105-110 |
Продовження таблиці 1.9
| Обладнання, підприємство-виготовлювач | Встановлена потужність, кВт | Витрата повітря, м/год. | Витрата пару, кг/год | Кількість повітря, що відсмоктується, м/год. | Час розігріву робочих органів, хв. | Тривалість автоматичного циклу, с | Габарити, мм | Маса без подушок, кг | ||
| Довжина | Ширина | Висота | ||||||||
| Прес із програмним керуванням „Легмаш” (Росія) | до 10 | 0,82 |
Таблиця 1.10 - Технологічна характеристика прасувального обладнання
| Обладнання, підприємство-виготовлювач | Марка (тип) | Тип нагрівання поверхні | Температура нагрівання поверхні, оС | Встановлена потужність, кВт | Витрата пару, кг/год. | Час розігріву робочих органів, хв.. | Габарити, мм | Маса, кг | ||
| довжина | ширина | висота | ||||||||
| Праска электропарова Орловський машинобудівний завод (Росія) | УПП-3М | 100-240 |
Читайте також:
- N Придумати продовження до твору тощо.
- Автоматичне заповнення таблиці
- Аналіз товарної політики подано у таблиці 24.
- Виділення тексту в таблиці
- Визначення фінансової термінології (продовження)
- Визначите тип поля № у таблиці?
- Використання звіту зведеної таблиці для об'єднання даних
- Відновлення та продовження процесуальних строків.
- Головні таблиці.
- Горизонтальне продовження Відомості 7.1
- Довідкові таблиці
- Додаток 1 (продовження)
| <== попередня сторінка | | | наступна сторінка ==> |
| | | Технологічні карти на виготовлення вузлів виробу |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |