РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Профільне пресування та шприцювання
Виливальне пресування
Виливальним пресуванням отримують деталі складної конфігурації з різноманітною запресованою арматурою (розняття , контактні колодки та гнізда, ручки), а також тонкостінні більш точні та складні за формою деталі.
Матеріал, що пресується, завантажують в камеру, яка обігрівається, попередньо замкненої прес-форми. Нагріваючись від стінок завантажувальної камери та набуваючи необхідну пластичність, матеріал під тиском пуансона потрапляє через літникові канали в оформлюючи порожнину прес-форми та заповнює її. Після витримки, яка необхідна для затвердіння, прес-форму розкривають та витягають головний виріб.
Лиття під тиском (інжектування)
Лиття під тиском отримують різноманітні деталі будь-якої конфігурації (корпуси, стакани, втулки, ковпачки, контакти).
Лиття під тиском проводиться на спеціальних машинах, які називаються інжекційними. Це найпоширеніший та найбільш вигідний спосіб переробки термосплавів. Дозування прес-матеріалу, нагрів, його у прес-форму, витримка, розняття прес-форми та виштовхування виробів в інжекційних машинах відбувається автоматично або напівавтоматично.
Лиття під тиском на напівавтоматичній і особливо на автоматичній машині – один з найбільш високопродуктивних технологічних процесів виготовлення складних деталей.
Профільним пресуванням та шприцюванням отримують вироби великої довжини при постійному поперечному січенню – гнучкі для ізоляції дротів та кабелів, жорсткі ізоляційні трубки, нитки спеціальних тканин, різноманітного виду стержнів та стрічки; крім того, цими методами здійснюють опресування дроту пластмасою.
Профільне пресування – використовується для переробки термореактивних матеріалів та термопластів. Процес ведеться на спеціальних гідравлічних пресах, що називаються профільними. Прес-матеріал, потрапляючи з бункеру, нагнітається в канал прес-форми, вихідний отвір якого визначає конфігурацію профілю.
Процес профільного пресування має періодичний характер – з кожним робочим ходом пресу видавлюється певна ділянка профільного виробу.
Шприцювання – використовується для переробки термопластів – органічного скла, полістиролу, поліхлорвінілу та здійснюється на спеціальних шприц-машинах. Прес-матеріал з бункеру потрапляє в циліндр машини, подається за допомогою черв’яка (шнеку) до головки циліндру та продавлюється через мундштук, що закріплений на головці. Конфігурація профілю залежить від вихідного отвору мундштука.
Матеріал розігрівається до стану текучості в циліндрі машини з паровим або водяним обігрівом. При виході з мундштука профільований матеріал охолоджують та намотують на барабан або розрізають на куски.
Процес шприцювання має безперервний характер – при обертанні шнеку машини з мундштука рівномірно видавлюється профільований матеріал.
Тема 3. ТЕХНОЛОГІЯ ВИГОТОВЛЕНЯ МАГНІТОПРОВОДІВ
Магнітопровід – це деталь або група виробів, що використовуються для проходження магнітного потоку з мінімальними втратами. Для виготовлення магнітопроводів використовуються магнітом’які матеріали.
НЧ-магнітопроводи ВЧ-магнітопроводи
а) електротехнічні сталі; а) ферити (оксифери);
б) технічно чисте залізо; б) магнітодіелектрики (на основі пластмас);
в) пермалой.
3.1. Класифікація магнітопроводів за конструкцією.
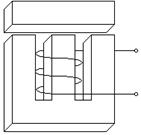
1) Броньові – одна котушка, яка захищена від механічних впливів, але має зовнішнє магнітне поле та зазнає впливу зовнішніх магнітних полів.
Р < 1000 Вт.
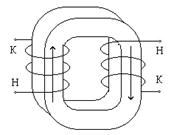
2) Стержньові. Якщо кожну з котушок поділити навпіл, ввімкнути Їх назустріч одна одній, то зовнішні поля цих котушок та вплив зовнішніх магнітних полів будуть компенсуватися.. Отже в них простіше екранування, конструкція, менші витрати намотувальних матеріалів, краще охолодження.
Р >1000 Вт.
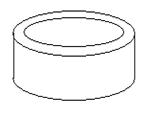
3) Тороідальні (кільце колового, овального або прямокутного січення)
При використанні спеціальних матеріалів можливе зменшення габаритних розмірів на 30-40%, або при тих же розмірах підвищити магнітні характеристики.
Майже повністю виключаються магнітні поля.
1) 2) 3)
3.2. Класифікація за технологічною ознакою.
Треба виділити принципово різні технологічні процеси.
1) Збірні
2) Стрічкові
3) З магнітодіелектриків (технологія пластмас)
4) З феритів (технологія кераміки)
3.3. Технологія виготовлення збірних магнітопроводів.
Вихідні матеріали – листові пермалої, електротехнічні сталі (товщиною 0.35-0,5 мм), розмір листів 2x3 м.
1) Розкрій листа на полоси.
Обладнання – пневматичні гільйотини.
- підготовити уставку до роботи (настроїти на ширину полоси);
- лист покласти на робочий стіл;
- просунути лист до упору;
- ввімкнути гільйотини, проводити нарізку полос;
- полоси зібрати в тару.
2) Штампування пластин.
Обладнання – прес.
- підготовити прес до роботи;
- полосу встановити в прес;
- ввімкнути прес;
- проводити штампування пластин;
- пластини зібрати в тару.
3) Видалення задирок.
Обладнання – установка для видалення задирок.
- підготовити установку до роботи;
- пластину завантажити у бункер падаючого пристрою задирками до абразивного валу;
- ввімкнути установку, проводити зняття задирок;
- пластини зібрати в тару.
4) Відпал.
Відпал призначений для зняття внутрішніх напруг, що виникають в результаті механічної обробки (явище наклепу – руйнування кристалу призводить до різкого погіршення магнітних властивостей). Відпал полягає в нагріві до температури рекристалізації та в подальшому плавному охолоджені.
Режими відпалу (швидкість зростання to, максимальна to, витримка при максимальній to та швидкість охолодження) залежить від типу матеріалу.
Читайте також:
- ГАРЯЧЕ ПРЕСУВАННЯ
- Пресування
- ПРЕСУВАННЯ В МЕТАЛЕВИХ ПРЕС-ФОРМАХ
- Пресування мезги
- Признаки вибору прес-форм для пресування деталей із пластмас.
- Пряме пресування
- Технологія контактних з’єднань опресуванням
| <== попередня сторінка | | | наступна сторінка ==> |
| Пряме пресування | | | Види відпалів |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |