РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Класифікація зварних з’єднань
· За способом взаємного розташування виробів, що зварюються розрізняють з'єднання стикові, кутові, таврові і внапусток. Приклади виконання зварних з’єднань подані на рис. 72, а-г.
· За характером виконання шви можуть бути суцільними і переривчастими. Суцільний шов виконують без розривів по всій довжині (рис. 72, е). Переривчастим називають шов, виконаний окремими ділянками (рис. 72, ж).Такий шов буває з шаховим і ланцюговим розташуванням проварених ділянок. Довжину завареної ділянки позначають l, а крок між ділянками - Р. Різновидом переривчастого шва є шов точковий; його виконують з круглими або довгастими отворами.
· За положенням у просторі розрізняють (ГОСТ 11969-79) нижні 1, вертикальні 2, горизонтальні 3, напівстелеві і стелеві 4 шви (рис. 72, д).
· За зовнішньою формою зварні шви поділяються на опуклі, плоскі і увігнуті. Літерами а і К позначають розрахункові катети шва, q – висота посилення.
 |
Рисунок. 72
· За кількістю проходів шви бувають однопрохідні і багатопрохідні.
· За формою підготовки кромок зварюваних частин розрізняють шви без скосу кромок, з відбортовкою, прямолінійним, криволінійним або ламаним скосом однієї чи двох крайок, двома симетричними чи несиметричними скосами однієї або двох крайок та ін.
· За характером виконаного шва розрізняють шви односторонні –односторонній провар і двосторонні – провар з двох сторін.
У табл. 9 наведено основні типи зварних швів, виконуваних ручним електродуговим зварюванням (ГОСТ 5264-80).
Умовне зображення швів зварних з’єднань. За ГОСТ 2.312-72шви зварних з’єднань умовно зображують так: видимі –суцільною товстою основною лінією (рис. 73, а), невидимі – штриховою (рис. 73, б); видиму одиночну зварну точку –знаком «+», який виконують суцільною товстою основною лінією (рис.73, в, г); невидимі поодинокі точки не зображують.
Від зображення шва або одиночної точки проводять односторонню стрілку з лінією-виноскою, яка закінчується горизонтальною полицею (рис. 73,
а-в). Переважно проводять лінію-виноску від видимого шва. При виведенні
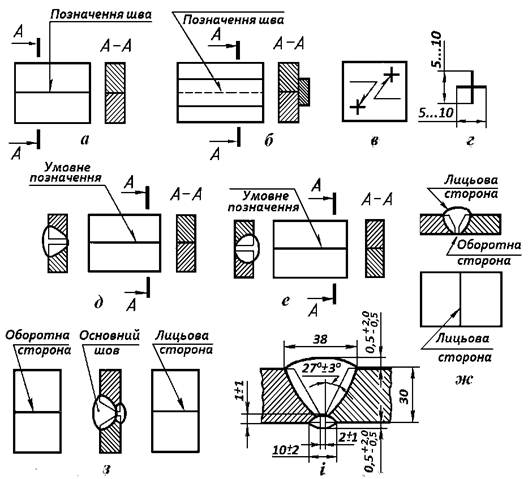 |
Рисунок 73
лінії-виноски на зворотну сторону шва – умовне позначення наносять під полицею (рис. 73, д, е).
На рис. 73, і для прикладу дано конструктивне зображення стикового двостороннього шва зі скосом двох кромок (тип С21). Межі шва зображують суцільними товстими основними лініями, а конструктивні елементи кромок в межах шва – суцільними тонкими лініями.
Структура умовного позначення:
 |
1. Позначення стандарту на тип і метод зварювання.
2. Літерно-цифрове позначення шва, взяте з відповідного стандарту на типи зварних з’єднань.
3. Умовне позначення способу зварювання (А – автоматичне, Е – дугове електрозварювання, Ф – дугове електрозварювання під флюсом, З – дугове електрозварювання в середовищі захисних газів тощо). Дугове електрозварювання найпоширеніше. Через це літера «Е», що позначає це зварювання, не проставляється в основному позначенні.
4.  Знак катета шва «
Знак катета шва «  » і розмір катета шва в мм. Це позначення вказують для кутових, таврових швів і для швів внапусток, виконаних без підготовки кромок. Графічний знак « » являє собою прямокутний рівнобедрений трикутник, величина катета якого дорівнює розміру шрифта, яким виконується напис на основному позначенні шва.
» і розмір катета шва в мм. Це позначення вказують для кутових, таврових швів і для швів внапусток, виконаних без підготовки кромок. Графічний знак « » являє собою прямокутний рівнобедрений трикутник, величина катета якого дорівнює розміру шрифта, яким виконується напис на основному позначенні шва.
5.  Позначення стосується лише переривчастих або точкових швів. Вказується довжина проварюваної ділянки переривчастого шва (або діаметр точки), проставляється «
Позначення стосується лише переривчастих або точкових швів. Вказується довжина проварюваної ділянки переривчастого шва (або діаметр точки), проставляється «  » (шов переривчастий або точковий з ланцюговим розташуванням проварених ділянок) або знак «
» (шов переривчастий або точковий з ланцюговим розташуванням проварених ділянок) або знак «  » (шов переривчастий або точковий з шаховим розташуванням проварених ділянок). Потім вказується розмір кроку.
» (шов переривчастий або точковий з шаховим розташуванням проварених ділянок). Потім вказується розмір кроку.
6. Допоміжні знаки:
 |
У ряді випадків пайка економічніше зварювання, оскільки вимагає меншого нагріву металу, не змінює його властивостей та не призводить до короблення. Розрізняють пайку твердими і м’якими припоями. До твердих належать, наприклад, срібні припої (ПСр 10, ПСр 25, ПСр 45 та інші за ГОСТ 19738-74), а до м’яких – олов’яно-свинцеві (ПОССу 40-2; ПОССу 25-2; ПОС 90; ПОС 61 по ГОСТ 21931-76 та ін), олов’яно-кадмієві та ін Пайку широко застосовують в електро- і радіотехніці, при виготовленні радіаторів машин, вузлів холодильників і т. п.
 Умовне зображення і позначення нероз’ємних з’єднань, одержуваних паянням, склеюванням та зшиванням, виконують за ГОСТ 2.313-82. На рис. 74, а, б, д зображені шви, отримані пайкою, на рис. 74, в, г – склеюванням. Припій і клей на видах та в розрізах зображають лінією товщиною 2S. Для позначення шва проводять лінію-виноску, яка закінчується двосторонньою стрілкою, що вказує місце розташування шва. На похилій ділянці лінії-виноски проставляють знак «
Умовне зображення і позначення нероз’ємних з’єднань, одержуваних паянням, склеюванням та зшиванням, виконують за ГОСТ 2.313-82. На рис. 74, а, б, д зображені шви, отримані пайкою, на рис. 74, в, г – склеюванням. Припій і клей на видах та в розрізах зображають лінією товщиною 2S. Для позначення шва проводять лінію-виноску, яка закінчується двосторонньою стрілкою, що вказує місце розташування шва. На похилій ділянці лінії-виноски проставляють знак «  » або « », що позначає відповідно паяний або клеєний шов (рис.74, б, г). Якщо шов виконаний по замкнутій лінії, то лінію-виноску закінчують окружністю діаметром 3-5 мм. Якщо необхідно, на зображеннях вказують форму, розміри і шорсткість паяного шва (рис. 74, д).
» або « », що позначає відповідно паяний або клеєний шов (рис.74, б, г). Якщо шов виконаний по замкнутій лінії, то лінію-виноску закінчують окружністю діаметром 3-5 мм. Якщо необхідно, на зображеннях вказують форму, розміри і шорсткість паяного шва (рис. 74, д).
Позначення марки припою або клею за відповідним стандартом вказують у технічних вимогах записом типу «ПСр 45 ГОСТ 19738-74», «Клей БФ-2 ГОСТ 12172-74» і т. д. За необхідності в цьому ж пункті викладають вимоги до якості шва. Посилання на номер пункту технічних вимог розміщують на полиці лінії-виноски.
 |
Рисунок 74
Таблиця 9
Основні типизварних швів, виконані ручною електродуговою зваркою (ГОСТ 5265—80)
| Форма підготовлених кромок | Характер зварного шва | Форма поперечного перерізу | Товщина зварюваних деталей, мм | Умовне позначення з’єднання | ||
| підготовлених кромок | зварного шва | |||||
| Стиковез’єднання | ||||||
| Без скосу кромок | Односто- ронній |

| 1 – 4 | С2 | ||
| Без скосу кромок | Двосто-ронній |

| 2 – 5 | С7 | ||
| Зі скосом однієї кромки | Односто-ронній |

| 3 – 60 | С8 | ||
| Зі скосом однієї кромки | Двосто-ронній |

| 3 – 60 | С12 | ||
| З двома симетричними скосами | Двосто-ронній |

| 8 – 100 | С15 | ||
| Со скосом двух кромок | Односто-ронній | 
| 3 – 60 | С17 | ||
| Со скосом двух кромок | Двосто-ронній |

| 3 – 60 | С21 | ||
| З двома симетричними скосами двох кромок | Двосто-ронній |

| 8 – 120 | С25 | ||
| Кутове з’єднання | ||||||
| Без скосу кромок | Односто-ронній |

| 1 – 30 | У4 | ||
Закінчення таблиці 9
| Форма подготовлених кромок | Характер зварного шва | Форма поперечного перерізу | Товщина зварюваних деталей, мм | Умовне позначення з’єднання | |
| підготовлених кромок | зварного шва | ||||
| Кутові з'єднання | |||||
| Без скосу кромок | Двосто-ронній | 
| 2—30 | У5 | |
| Зі скосом однієї кромки | Односто-ронній | 
| 3—60 | У6 | |
| Зі скосом двох кромок | Односто-ронній | 
| 3-60 | У9 | |
| Таврові з'єднання | |||||
| Без скосу кромок | Односто-ронній | 
| 2—40 | Т1 | |
| Без скосу кромок | Двосто-ронній |

| 2—40 | ТЗ | |
| Зі скосом однієї кромки | Односто-ронній |

| 3—60 | Т6 | |
| З двома симетричними скосами однієї кромки | Двосто-ронній |

| 3-60 | Т9 | |
| З'єднання внапусток | |||||
| Без скосу кромок | Односто-ронній | 
| 2-60 | Н1 | |
| Без скосу кромок | Двосто-ронній |
| 2—60 | Н2 | |
| З подовженим отвором | Односто-ронній з несуцільним заварюванням |

| не менш 2 | НЗ | |
Читайте також:
- II. Класифікація видатків та кредитування бюджету.
- V. Класифікація і внесення поправок
- V. Класифікація рахунків
- А. Структурно-функціональна класифікація нирок залежно від ступеню злиття окремих нирочок у компактний орган.
- Адміністративні провадження: поняття, класифікація, стадії
- Аналітичні процедури внутрішнього аудиту та їх класифікація.
- Баланс енергій у видобувній свердловині і класифікація видобувних свердловин за способом їх експлуатації
- Банківська платіжна картка як засіб розрахунків. Класифікація платіжних карток
- Банківський кредит та його класифікація.
- Банківські ресурси, їх види та класифікація
- Будівельна класифікація ґрунтів
- Будівельні домкрати, їх призначення, класифікація та конструкція.
| <== попередня сторінка | | | наступна сторінка ==> |
| З’єднуваних деталей | | | Перелік варіантів завдань до виконання аркуша 1 КР №2 |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |