РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Основні вимоги безпеки при роботі на верстатах
Загальні вимоги
При виконанні робіт на механічних дільницях, робочих місцях, де розташовані верстати, можуть мати місце такі основні небезпечні та шкідливі виробничі фактори:
• обертові частини верстатів і деталі, що обробляються;
• деталі, заготовки та їх осколки, стружка, а також інструмент, що відлітають;
• частини абразивних кругів, які розлітаються;
" різальний інструмент;
• ураження електричним струмом;
• підвищені рівні шуму.
Організація і виконання робіт на механічній дільниці повинні відповідати Правилам техніки безпеки і виробничої санітарії при холодній обробці металів. Вимоги безпеки до процесів
245
 обробки різанням повинні бути викладені в технологічних доку! ментах і виконуватися протягом усього технологічного процесу! Верстати, при роботі на яких виділяються шкідливі речовини! повинні працювати з увімкненою місцевою вентиляцією для їм видалення із зони різання. Для працюючих, які беруть участь у] технологічному процесі різання, повинні бути забезпечені зручні робочі місця, де б ніщо не заважало їх діям під час виконання! робіт.
обробки різанням повинні бути викладені в технологічних доку! ментах і виконуватися протягом усього технологічного процесу! Верстати, при роботі на яких виділяються шкідливі речовини! повинні працювати з увімкненою місцевою вентиляцією для їм видалення із зони різання. Для працюючих, які беруть участь у] технологічному процесі різання, повинні бути забезпечені зручні робочі місця, де б ніщо не заважало їх діям під час виконання! робіт.
На кожному робочому місці біля верстата на підлозі повиннії бути дерев'яні трапи на всю довжину робочої зони і шириною неї менше 0,6 м від частин верстата, що виступають.
Верстати повинні приводитись у дію та обслуговуватись тількнЯ тими особвхми, за якими вони закріплені. Пускати в дію верстатйИ і працювати на них іншим особам забороняється. Ремонт верс-И татів повинен виконуватися спеціально призначеними особами. 1 Перед початком роботи на верстаті необхідно перевірити спра-!И вність і наявність усіх огороджень і пристроїв, надійність закріп-лення різального інструменту, а також випробувати верстат на -І холостому ходу. Вимкнення верстата обов'язкове: у разі припинення подання струму; при зміні робочого інструменту, закріп- 1 ленні або встановленні деталі, що обробляється, знятті її з верстата, а також при ремонті, чищенні та змащенні верстата, прибиранні ошурок та стружки.
| ] ] I J. б к О] ТІ бс |
Для зняття, установлення деталей або заготовок масою більше 20 кг необхідно використовувати підйомно-транспортні меха- ■« нізми, обладнані спеціальними пристроями (захватами). Вироби, що оброблюються на верстатах, повинні міцно і надійно закріплятися. При роботі на верстатах повинні застосовуватися передбачені на них засоби колективного захисту.
За відсутності або несправності на верстатах захисних щитків для захисту очей робітники повинні працювати в захисних окулярах. Працювати на несправних верстатах, а також на верстатах з несправним або погано закріпленим огородженням забороняється.
Укладання матеріалів та деталей біля робочих місць повинно робитися способом, що забезпечує їх стійкість. Робоче місце верстатника і приміщення повинні завжди утримуватися в чистоті і не захаращуватися виробами та матеріалами. Видалення стружки з верстата має здійснюватися відповідними пристроями (гачками, щітками). Прибирати стружку руками забороняється. Гачки
246
повинні мати гладкі рукоятки та щиток, що запобігає порізам рук стружкою. Прибирання стружки з робочих проходів повинно проводитися ретельно, накопичення стружки не допускається. Стружку збирають у спеціальні ящики і в міру їх заповнення видаляють із приміщення.
Мастильно-охолоджувальні рідини, що використовуються для обробки різанням, повинні мати відповідний дозвіл Міністерства охорони здоров'я.
Верстатники при виконанні роботи повинні користуватися засобами індивідуального захисту.
При залишенні робочого місця (навіть короткочасно) верстатник повинен виключити верстат.
Біля кожного верстата повинна бути вивішена табличка із зазначенням особи, яка відповідає за його експлуатацію. Всі механізми привода огороджують (рис. 4.14).

Рис. 4.14. Загорожа токарно-гвинторізного верстата, яка відкривається:
1 - металевий кожух; 2 - привідний і передаточний механізм \
247
 |
|
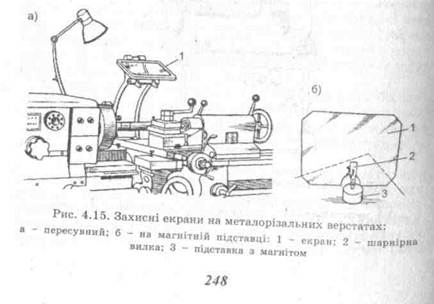
Металообробні верстати токарної групи Зону обробки універсальних верстатів, призначених для обробкм заготовок діаметром до 630 мм включно, необхідно обгороджу-1 вати захисним пристроєм (екраном). З боку, протилежного ро-Ябочому місцю, у цій зоні також повинен бути екран (рис. 4.15). і Затискні патрони універсальних токарних і токарно-револьЛ верних верстатів повинні мати огородження, яке можна легко і відводити вбік під час установлювання та знімання заготовок, неїобмежуючи технологічні можливості верстатів. Планшайба то- ' карно-карусельних верстатів повинна мати огородження, яке не І повинне перешкоджати обслуговуванню цих верстатів. У разі і розміщення верхньої площини планшайби на 700 мм вище від я рівня підлоги вона повинна.мати суцільне огородження. Це ого- Я родження повинно переміщуватися, бути на 50-100 мм вищим від рівня верхньої площини планшайби і додатково мати знімні щити заввишки від 400 до 500 мм.
У разі розміщення верхньої площини планшайби на відстані менше 700 мм від рівня підлоги огородження повинно бути стаціонарним і виконуватись у вигляді обода, верх якого повинен розміщуватися на рівні низу Т-подібних пазів планшайби на відстані не менше 100 мм від неї. На огородженні повинні установлюватися знімні щитки Г-подібної форми, горизонтальна
полиця яких повинна доходити (із прозіром) до периферії планшайби, а вертикальна - до підлоги.
У разі розміщення нижньої кромки периферії планшайби на 200 мм вище від рівня підлоги Г-подібні щитки можна не встановлювати. Можна застосовувати огородження (допускається ланцюгом) заввишки 1000 мм і більше. У цьому випадку під час завантажування та вивантажування заготовок необхідно передбачати зручне переміщування і надійне закріплювання огородження під час роботи верстата.
Корпуси пристроїв, які закріплюються на планшайбах токарно-карусельних верстатів і затискують оброблювану деталь, повинні утримуватися на планшайбах в основному за допомогою жорстких упорів і додатково силою тертя, що утворюється кріпильними гвинтами.
У планшайбах карусельних верстатів необхідно передбачати обмежувачі - для запобігання падінню затискних пристроїв з обертових планшайб. У разі надягання планшайби на кінець шпинделя її необхідно очищати від стружки та забруднення.
У разі закріплення деталі в кулачковому патроні або використання планшайб деталь необхідно захоплювати кулачками на якомога більшу довжину. Після закріплення деталі кулачки не повинні виступати з патрона або планшайби за межі їх зовнішнього діаметра. Якщо кулачки виступають, слід замінити патрон або установити спеціальне огородження.
У разі встановлення патрона або планшайби на шпиндель під них на верстат повинні підкладатися дерев'яні підкладки з виямкою за формою патрона (планшайби). Забороняється згвинчувати патрон (планшайбу) раптовим гальмуванням шпинделя.
Згвинчувати патрон (планшайбу) ударами кулачків об підставку допускається тільки в разі його ручного обертання; у цьому випадку повинні застосовуватися підставки з довгими ручками.
Допускається закріплювати в кулачковому патроні без підпирання центром задньої бабки тільки короткі, завдовжки не більше двох діаметрів, зрівноважені деталі; в іншому випадку Для підпирання необхідно використовувати задню бабку. Для обробки в центрах деталей завдовжки 12 діаметрів і більше, а також у разі швидкісного та силового різання деталей завдовжки 8 діаметрів і більше необхідно застосовувати додаткові опори (люнети).
Перед обробкою деталей в центрах спочатку необхідно перевірити закріплення задньої бабки і тільки після встановлення
249

 деталі змастити центр; задній центр під час виконання робіт! також повинен періодично змащуватись, а в разі обробки довго-] мірних деталей повинен перевірятися також осьовий затискач. 1 Пруткові токарні автомати та пруткові револьверні верстати! повинні мати по всій довжині прутків огородження, оснащене шумопоглинальним пристроєм. У разі застосування огороджен-} ня у вигляді напрямних труб, що обертаються разом із прутками (або коли прутки із заднього боку виступають за межі огорожі), прутковий магазин повинен мати кругове огородження по всій довжині. Розміщений зовні верстата пристрій для подавання прутків повинен мати огородження, яке не перешкоджає доступу до цього пристрою.
деталі змастити центр; задній центр під час виконання робіт! також повинен періодично змащуватись, а в разі обробки довго-] мірних деталей повинен перевірятися також осьовий затискач. 1 Пруткові токарні автомати та пруткові револьверні верстати! повинні мати по всій довжині прутків огородження, оснащене шумопоглинальним пристроєм. У разі застосування огороджен-} ня у вигляді напрямних труб, що обертаються разом із прутками (або коли прутки із заднього боку виступають за межі огорожі), прутковий магазин повинен мати кругове огородження по всій довжині. Розміщений зовні верстата пристрій для подавання прутків повинен мати огородження, яке не перешкоджає доступу до цього пристрою.
Універсальні верстати в разі використання їх для обробки прутків повинні бути за необхідності оснащені пристроєм, який обгороджує пруток з боку задньої частини шпинделя. Пруток не повинен виступати за відгороджувальний пристрій. Прутковий матеріал, який подається для обробки на верстат, не повинен мати кривизни.
Різці необхідно закріплювати з мінімально можливим вильотом з різцетримача (виліт різця не повинен перевищувати більш ніж у 1,5 раза висоту державки) і не менш ніж двома болтами. Різальна кромка різця повинна виставлятись по осі оброблюваної деталі. Для правильного встановлення різців відносно осі центрів та підвищення надійності закріплення їх у супорті необхідно застосовувати шліфовані прокладки. Прокладки повинні відповідати лінійним опорам частини державки різців.
Для обробки в'язких металів (сталей), що дають зливну стрічкову стружку, необхідно застосовувати різці з викружками, накладними стружколамачами або стружкозавивачами.
Для обробки крихких металів (чавуну, бронзи тощо) з утворенням подрібненої сталевої стружки необхідно застосовувати захисні пристрої: спеціальні стружковідвідники, прозорі екрани або індивідуальні щитки для захисту обличчя.
У разі замінювання супорта, під час установлювання або знімання деталей та інструмента, ручної обробки деталі (зачищення, шліфування), усунення биття револьверну головку та супорт з інструментом необхідно відводити на безпечну відстань.
Для зачищення виробів на верстаті шкуркою або порошком необхідно застосовувати притискні колодки.
250
Забороняється під час виконання робіт на металообробних верстатах токарної групи:
• користуватися затискними патронами, - якщо спрацьовані робочі площини кулачків;
• працювати з необертовим центром задньої бабки - у разі швидкісного різання;
• працювати без закріплення патрона сухарями - для запобігання самовідвертанню в разі реверсування;
• гальмувати обертання шпинделя натискуванням руки на обертові частини верстата або деталі;
• залишати в револьверній головці інструмент, який не використовується для обробки даної деталі;
• перебувати між деталлю та верстатом - під час установлення деталі на верстат;
• притримувати руками кінець важкої деталі або заготовки, що відрізається;
• класти деталі, інструмент та інші предмети на станину верстата і кришку передньої бабки;
• закладати та подавати рукою в шпиндель оброблюваний пруток - у разі ввімкненого верстата;
• вимірювати оброблювану деталь скобою, калібром, масштабною лінійкою, штангенциркулем, мікрометром тощо -до повного зупинення верстата, відведення супорта та револьверної головки на безпечну відстань;
• заточувати короткі різці без застосування відповідної оправки.
Металообробні верстати фрезерної групи
В універсальних фрезерних консольних верстатах і верстатах з хрестовим столом завширшки 320 мм і більше, а також в усіх фрезерних верстатах з програмним керуванням операцію закріплювання інструмента необхідно механізувати. Органи керування приводом для закріплювання інструмента повинні бути зручно розміщені. В універсальних фрезерних консольних верстатах і верстатах з хрестовим столом завширшки до 630 мм тривалість зупинення шпинделя (без інструмента) після його вимкнення не повинна перевищувати 6 с
У горизонтально-фрезерних та вертикально-фрезерних верстатах заввишки до 2,5 м задня частина шпинделя разом з ви-ступним кінцем гвинта для закріплювання інструмента, а також
251
 кінець фрезерної оправки, який виступає з підтримки, необхідно J відгородити кожухами, які можна швидко зняти.
кінець фрезерної оправки, який виступає з підтримки, необхідно J відгородити кожухами, які можна швидко зняти.
На вертикально-фрезерних верстатах для закріплювання фрез необхідно застосовувати спеціальні механічні пристосування (шомполи, штревелі тощо), і в конструкціях таких верстатів повинні передбачатися пристрої, що забезпечують зручний та безпечний доступ до зазначених пристосувань у разі заміни інструмента.
Конструкція збірних фрез повинна передбачати надійне та міцне закріплення в корпусі фрези зубів або пластин з твердого сплаву, яке унеможливлює випадіння їх під час роботи. Перед установленням фрези необхідно перевіряти цілісність та правильність заточування пластин. Пластини повинні бути без викришених місць, тріщин, нагару^ різальний інструмент не повинен мати затуплених кромок.
Для установлення фрез на верстаті або заміни їх необхідно застосовувати спеціальні пристосування, які запобігають порізам рук. У разі встановлення фрез на оправку їхні зуби необхідно розміщувати в шаховому порядку.
Для підтримування фрези під час вибивання її зі шпинделя необхідно застосовувати еластичні прокладки. Забороняється підтримувати фрезу незахищеною рукою.
Фрезерну оправку або фрезу необхідно закріплювати в шпинделі ключем тільки після ввімкнення коробки швидкостей -для запобігання провертанню шпинделя.
Забороняється затискувати та відтискувати фрезу ключем на оправці ввімкненням електродвигуна, а також залишати ключ на головці затяжного болта після встановлення фрези або оправки. Після встановлення та закріплення фрези необхідно перевіряти радіальне та торцеве биття, яке не повинно перевищувати 0,1 мм. Копіювальні, свердлильно-фрезерні та фрезерні верстати повинні мати кінцеві вимикачі - для здійснення вимикання фрезерних та свердлильних кареток в установлених положеннях.
У разі швидкісного фрезерування необхідно застосовувати огородження та пристосування для уловлювання та видалення стружки (спеціальні стружковідвідники, що вловлюють та відводять стружку в стружкозбірник), прозорі екрани або індивідуальні засоби захисту (окуляри, щитки).
Привід до бабки нарізевофрезерних верстатів необхідно обгородити. Оброблювані деталі та пристосування, особливо базові та кріпильні поверхні, що прилягають одна до одної, перед
252
установленням на верстат необхідно очищувати від стружки та мастила - для забезпечення правильного встановлення їх та досягнення міцності закріплення.
Отвір шпинделя, хвостовик оправки або фрези, поверхню перехідної втулки перед установленням у шпиндель необхідно ретельно очистити та протерти, а забоїни - усунути. У разі встановлення хвостовика інструмента в отвір шпинделя хвостовик повинен сідати щільно, без люфту.
Оброблювану деталь необхідно закріплювати в місцях, що розташовані якомога ближче до оброблюваної поверхні. Для закріплювання деталей до необроблених поверхонь необхідно застосовувати лещата та пристосування з насічкою на притискних губках. У разі використання для закріплювання деталей пневматичних, гідравлічних та електромагнітних пристосувань трубки, по яких подається повітря або рідина, а також електричну проводку необхідно захищати від механічних пошкоджень.
У разі замінювання або вимірювання оброблюваної деталі верстат необхідно зупинити, а різальний інструмент відвести на безпечну відстань. Працювати на верстаті з неогородженою фрезою необхідно із застосуванням індивідуальних засобів захисту (окулярів, щитків тощо). Під час роботи на верстаті слід уникати накопичення стружки на фрезі та оправці; стружка від обертової фрези повинна періодично видалятися пензликом з ручкою завдовжки до 250 мм.
Металообробні верстати стругальної, довбальної та протяжної груп
Поздовжньо-стругальні верстати повинні мати гальмові, амор-тизувальні або обмежувальні пристрої - для унеможливлення викидання стола.
Поперечно-стругальні та довбальні верстати з ходом повзуна більше 200 мм, а також поздовжньо-стругальні необхідно оснащувати надійно діючими пристроями автоматичного відведення Різцетримача під час холостого ходу. Поперечно-стругальні верстати необхідно оснащувати стружкозбірником та екраном - для запобігання розкиданню стружки-за межі стружкозбірника.
Довбальні верстати повинні мати пристрій, який унеможливлює самоопускання повзуна після вимкнення верстата. Довбальні верстати з механічним (кулісним) приводом повзуна повинні
253
 мати блокування - для запобігання перемиканню швидкості до-вбача (різця), якщо працює верстат. На довбальних верстатах піднімання подушки довбача під час холостого ходу має бути автоматизоване, за винятком довбальних верстатів з ходом повзуна від 100 до 200 мм.
мати блокування - для запобігання перемиканню швидкості до-вбача (різця), якщо працює верстат. На довбальних верстатах піднімання подушки довбача під час холостого ходу має бути автоматизоване, за винятком довбальних верстатів з ходом повзуна від 100 до 200 мм.
Стіл або повзун верстата повинен відводитися на максимальну відстань від супорта - під час установлювання оброблюваної деталі на верстат та знімання її з верстата.
Перед установленням заготовки на верстат поверхню закріплювальних пристроїв і заготовку слід протирати; необхідно також перевіряти справність різцетримальної головки. Установлена на верстат заготовка не повинна зачіпати стояки або супорт під час роботи верстата. Правильність установлення деталі на верстат повинна перевірятися: на невеликих верстатах - переміщуванням стола або повзуна вручну; на великих - за допомогою масштабної лінійки (за неможливості здійснювати переміщування стола вручну). Оброблювані деталі необхідно закріплювати спеціальними кріпильними деталями (болтами, притискними планками, упорами). Упори повинні сприймати зусилля різання. Не дозволяється відкидати різець руками під час холостого (зворотного) ходу верстата. Різці, що встановлюються, повинні бути правильно заточені, не мати тріщин та надломів; не дозволяється гострість та справність різця перевіряти рукою. У разі довбання в упор необхідно залишати достатній вихід для різця та стружки.
Регулювання та закріплення кулачків обмежувача ходу необхідно здійснювати тільки після вимкнення верстата та припинення руху його частин. Не дозволяється під час роботи верстата очищати та поправляти різальний інструмент, пристосування та оброблювані деталі.
Вертикально-протяжні верстати для внутрішнього протягування повинні мати огородження - для захисту працівників від травм у разі випадіння протяжки з патрона поворотного механізму. Над зоною виходу протяжки із заготовки на горизонтально-протяжних верстатах необхідно установлювати відкидний екран з оглядовим вікном - для захисту верстатників від відлітаючої стружки і можливого травмування їх кусками протяжки у разі розривання її.
Горизонтально-протяжні верстати, що працюють протяжками масою більше 8 кг, повинні мати підтримувальні опори на
254
вході протяжки в заготовку і виході з неї. Верстати повинні мати пристосування, що забезпечує механізоване повертання протяжки в початкове положення після робочого ходу. Під час виконання робіт з довгими протяжками на горизонтально-протяжних верстатах необхідно застосовувати рухомі люнети. Забороняється працювати на двоколонному вертикально-протяжному верстаті двом працівникам, а також перебувати біля однієї колони під час установлювання деталі на іншу колону.
Металообробні верстати свердлильної та розточувальної груп
Усі оброблювані на верстаті деталі (крім особливо складних) необхідно встановлювати у відповідні пристосування (лещата, кондуктори тощо), які закріплюються на столі (плиті) свердлильного верстата, і кріпити в них. Для кріплення тонкого листового металу повинні застосовуватися спеціальні пристрої (гідравлічні, важільні та ін.); допускається також закріплювати деталі притискними планками, упорами тощо. До стола верстата лещата необхідно кріпити болтами, розмір яких повинен відповідати розміру паза стола.
Установлювати оброблювані деталі на верстат та знімати їх з нього під час роботи верстата допускається тільки в разі використання спеціальних позиційних пристроїв (поворотних столів, конвеєрів тощо), які створюють безпечні умови праці. Верстати повинні бути обладнані пристроями, які повертають шпиндель у початкове положення після його подавання. За відсутності зазначеного оснащення установлювати та знімати деталі дозволяється тільки після вимкнення та повної зупинки верстата.
У разі закріплення інструмента в шпинделі за допомогою клинів, гвинтів, планок та інших пристроїв ці елементи не повинні виступати за межі шпинделя. У разі неможливості виконання Цієї вимоги поверхню зазначених елементів необхідно закривати захисним пристроєм. Вставляти чи виймати свердло або інший інструмент із шпинделя верстата дозволяється тільки після повного припинення обертання шпинделя. Свердло зі шпинделя необхідно виймати спеціальним клином, який не повинен залишатись у пазу шпинделя.
Не дозволяється використовувати на верстатах інструмент із забитими або спрацьованими конусами та хвостовиками. Стружку з просвердлених отворів необхідно видаляти гідравлічним
255
 способом, магнітами, металевими гачками тощо - тільки післщ зупинення верстата та відведення інструмента. Свердлити отворЯ у в'язких металах необхідно спіральними свердлами зі стружко-И дробильними каналами.
способом, магнітами, металевими гачками тощо - тільки післщ зупинення верстата та відведення інструмента. Свердлити отворЯ у в'язких металах необхідно спіральними свердлами зі стружко-И дробильними каналами.
Для знімання інструмента з верстата необхідно застосовував ти спеціальні молотки та вибивачі, виготовлені з матеріалу, віД] якого під час удару не відділяються частинки. Забороняється піяИ час роботи верстата перевіряти рукою гостроту різальних кромомИ інструмента, глибину отвору та вихід свердла з отвору в деталі, аЯ також охолоджувати свердла мокрою ганчіркою. Підводити тру- я бопровід емульсійного охолодження до інструмента або викону-Я вати його закріплення, а також переналагоджувати верстат до^Я зволяється тільки після повного зупинення верстата. Забороняється працювати на свердлильних верстатах у рукавицях, рука- і вичках або із забинтованими руками. Установлювати і знімати великогабаритні деталі необхідно в рукавицях - тільки після зупинення верстака.
Металообробні верстати відрізної групи та для різання металу Відрізні круглопиляльні верстати з переднього боку необхідно оснащувати екраном, який може переміщуватись убік або відкидатись чи зніматись, - для захисту верстатника від стружки, що відлітає під час різання. Неробочу частину пилки відрізного кру-глопиляльного верстата необхідно обгороджувати. Відрізні круглопиляльні верстати необхідно оснащувати пристроями для автоматичного очищення западин зубів від стружки під час роботи. Різальне полотно стрічково-відрізних верстатів необхідно обгороджувати по всій довжині, крім ділянки в зоні різання. Шківи стрічково-відрізного полотна необхідно обгороджувати по колу та з боків.
Стрічково-відрізні верстати необхідно оснащувати пристроєм, який запобігає травмуванню верстатника різальним полотном у разі його розривання. Металообробні верстати відрізної групи повинні мати пристрої для підтримування матеріалу, від якого відрізуються заготовки, а також відрізаних заготовок, - щоб унеможливлювалось падіння з цих верстатів матеріалу та заготовок. Кромки кожухів відрізних пилок та кругів, стрічкових пилок у зоні розкривання їх, а також внутрішні поверхні кожухів верстатів повинні бути пофарбовані у жовтий колір. Передня
256
частина пиляльної рами ножівкової пилки верстата не повинна виходити за торець рукава верстата або повинна огороджуватися захисним пристроєм.
Відрізні круги абразивно-відрізних верстатів необхідно огороджувати захисними кожухами, що відповідають вимогам ГОСТ 12.3.028. На зовнішньому торці кожухів повинні бути кришки, які зручно знімати або відкривати, надійно закріплювати в робочому положенні. Конструкція пилозабірників абразивно-відрізних верстатів повинна забезпечувати ефективне захоплювання іскрового факела, що відходить від зони різання.
Конструкція пилозабірника та повітроводу, що відходить від нього до відсмоктувального пристрою, повинна передбачати можливість зручного очищення їх від нагару, який утворюється під час контакту розпечених металевих частинок із внутрішніми поверхнями пилозабірника та повітроводу. Абразивно-відрізні верстати за технічної необхідності повинні комплектуватись індивідуальними відсмоктувальними пристроями. У разі застосування у відсмоктувальному пристрої тканинних фільтрів тканина повинна бути вогнестійкою або на ділянці всмоктування перед пристроєм повинен установлюватись іскроуловлювач. Пилки необхідно заточувати відповідно до вимог інструкції заводу-виробни-ка. Під час заточування круглих пилок необхідно зберігали кон-центричність вершин усіх зубів відносно осі обертання диска.
Забороняється застосовувати круглі пилки, ац^ мають тріщини на диску або зубах, пилки з двома підряд виламаними зубами, з вищербленими або відпалими від зубів пластинками із швидкорізальної сталі або твердого сплаву, з випинаннями на диску та із зубами, припеченими під час заточування. Не дозволяється встановлювати на верстати пиляльні диски з діаметром отвору, більшим за діаметр вала (шпинделя), а також застосовувати вставні кільця (втулки) для зменшення діаметра отвору в диску. Під час роботи на верстаті необхідно застосовувати лише відшліфоване полотно стрічкової пилки, яке не має тріщин, випинань, поздовжньої хвилястості, відгинання задньої кромки, раковин від корозії тощо. Забороняється під час роботи верстата перебувати в площині обертання диска пилки, виштовхувати стружку із сегментів диска під час його обертання, а також підтримувати руками той кінець заготовки, що відрізається.
257
 Згинальні, правильні та профілезгинальні верстати для обробки металу
Згинальні, правильні та профілезгинальні верстати для обробки металу
Згинальні та профілезгинальні верстати необхідно обладнати приймальними пристроями (столами тощо) із запобіжними огородженнями. Згинальні верстати повинні мати пристрої контролю та обмеження опускання та піднімання траверси понад установлений розмір, а також пристрої для вимкнення електродвигуна - у разі ввімкнення ручного механізму переміщування траверси.
Роликові верстати для згинання та малкування профілів необхідно оснащувати захисними пристроями - для запобігання попаданню пальців рук верстатника між роликом та заготовкою.
Не дозволяється працювати на згинальному верстаті в разі:
• випередження одного кінця або нерівномірного (ривками) переміщування траверси;
• невідповідності ходу траверси (верхнього вала) показанням індикатора;
• значного провисання верхнього вальця і прогинання по-стілі під час прокатування.
Забороняється вимірювати та звільняти заготовки на профілезгинальних верстатах під час повороту згинальних важелів.
Деревообробні верстати
Маятникова пилка повинна мати плаваючі огородження, що закривають її зуби.
Фугувальні верстати повинні бути обладнані огородженням ножового вала, що автоматично відкриває ножову щілину на ширину оброблюваної деталі. Круглопиляльні верстати повинні мати металевий кожух, що закриває диск пилки і автоматично підіймається при поданні матеріалу, а також розклинювальний ніж або диск, який перешкоджає зворотному виходу матеріалу.
Товщина розклинювального ножа повинна перевищувати ширину пропилу на 0,5 мм для пил діаметром до 600 мм та на 1-2 мм для пил діаметром більше 600 мм. Забороняється працювати на круглопиляльному верстаті, якщо диск пилки має биття, а також тріщини або зламаний зуб.
При обробці на фугувальному верстаті матеріалу довжиною до 400 мм, шириною до 50 мм або товщиною до 30 мм, а також при допилюванні необхідно застосовувати штовхані; при іх
258
використанні обидві руки верстатника повинні знаходитись на щтовхачі. Для обробки на круглопиляльному верстаті матеріалу довжиною більше 1500 мм біля верстата повинні встановлюватися приставні роликові опори; робота з матеріалом довжиною понад 1500 мм без роликових опор забороняється.
Забороняється зупиняти верстат шляхом натискання куском матеріалу на диск.
Приступати до обробки матеріалу на верстаті можна тільки після того, як вал з різальним інструментом набере максимальну швидкість обертання. Незалежно від наявності секційних подавальних вальців на всіх рейсмусових верстатах повинні встановлюватися запобіжні упори. На передньому краї столу повинна бути додатково встановлена завіса із затримуючих хитних планок.
Неробоча частина шліфувального круга заточувального пристрою, який вмонтований у рейсмусовий верстат, повинна бути повністю огороджена. У випадку самочинної зупинки різального інструменту верстата, коли оброблювана заготовка знаходиться під огородженням, необхідно виключити верстат і тільки після цього підняти огородження і усунути несправність.
Ножиці для різання металу
Гільйотинні ножиці для різання листового металу повинні бути оснащені:
• запобіжними пристроями, зблокованими з пусковими механізмами, — для унеможливлення потрапляння пальців рук працівника під ножі та притискачі;
• столом, установленим на рівні нерухомого ножа;
• напрямною та запобіжною лінійками, які дозволяють бачити місце розрізування;
• регульованими упорами-для обмеження подавання листа, що розрізується;
• механічними або гідравлічними притискачами - для фіксації металу, що розрізується.
Гільйотинні ножиці повинні також мати:
• роз'єднувальні пристрої, що запираються, - для здійснен
ня вимикання електродвигуна під час простоювання або
перерви в роботі ножиць;
259
 • закриті по колу спеціальні огородження - для запобіган
• закриті по колу спеціальні огородження - для запобіган
ня доступу до циліндричних притискачів, установлених
перед обгороджувальним (захисним) пристроєм зони но
жів. Огородження повинні регулюватися за висотою зале
жно від товщини матеріалу, що розрізується.
Ручні махові ножиці повинні бути обладнані:
• притискачами на верхньому рухомому ножі;
• амортизатором - для пом'якшування удару ножотримача;
• противагою - для утримування верхнього рухомого ножа в безпечному положенні.
Ручні важільні ножиці необхідно надійно закріплювати на спеціальних стійках, верстаках, столах.
Ножиці та запобіжні пристрої повинні бути такими, щоб унеможливлювалося самочинне опускання верхнього ножа. Прозір між ножами ножиць повинен бути не більше 0,05 товщини листового матеріалу, що розрізується, — для запобігання травмуванню рук та для забезпечення вільного просування смуг у штампах.
Педаль ножиць має бути переносною, її опорна поверхня повинна бути прямою, неслизькою, мати заокруглений торець і на відстані від 110 до 130 мм від нього - упор для носка ноги. Педаль повинна бути захищена міцним кожухом, відкритим тільки з фронту обслуговування. Верхній край кожуха повинен бути заокругленим. Зусилля на педаль ножиць повинно бути від 25 до 40 Н (від 2,5 до 4 кгс).
Опорна поверхня педалі повинна встановлюватись на висоті від 80 до 100 мм від рівня підлоги; ножиці повинні вмикатись на робочий хід після продавлювання педалі на 45-70 мм.
Забороняється під час виконання робіт із застосуванням но-• жиць для різання металу:
• різати ножицями метал, ударяючи по лезах або по ручках ножиць;
• розрізувати вузькі металеві штаби, які неможливо притиснути притискачами;
• використовувати ножиці, що мають ум'ятини, вищербини або тріщини в будь-якій частині ножів;
• застосовувати затуплені ножиці та ножиці, у яких різальні краї ножів нещільно прилягають;
• подовжувати ручки ручних ножиць, застосовуючи допоміжні важелі.
260
Вимоги до верстаків
Верстаки повинні мати жорстку та міцну конструкцію і бути стійкими, їхня поверхня повинна бути строго горизонтальною, оббитою листовою сталлю, не мати вибоїн, задирок і утримуватись в чистості та порядку. Під кришкою верстака повинні бути висувні шухляди, поділені на кілька комірок, а також полиці для зберігання інструментів, заготовок, дрібних деталей і документації. Верстаки повинні мати такі розміри: ширину - не менше 750 мм, висоту - від 800 до 900 мм, довжину, яка визначається за місцевими умовами.
Для захисту працівників, які виконують роботу поблизу верстака, від відлітаючих частинок металу (наприклад, під час виконання робіт із застосуванням зубила) необхідно установлювати суцільний захисний екран заввишки до 1 м або сітчастий екран з комірками розміром не більше 3 мм. У разі двосторонньої роботи на верстаку такі екрани необхідно установлювати посередині верстака. У майстерні з ремонту обладнання в разі виконання робіт, під час яких можуть відлітати частинки металу на працівників, які виконують роботу поруч, слід установлювати переносні екрани.
Лещата на верстаках повинні забезпечувати надійне затиснення виробу. Вони повинні закріплюватись так, щоб їхні губки перебували на рівні ліктя працівника, який виконує роботу, а відстань між осями встановлених на верстаках лещат відповідала розміру оброблюваних деталей, але була не менше 1 м. Сталеві змінні плоскі планки губок лещат повинні мати неспрацьова-ну насічку на робочій поверхні. Насічка повинна бути перехресна з кроком від 2 до 3 мм та глибиною від 0,5 до 1 мм. У закритих лещатах прозір між робочими поверхнями змінних плоских планок не повинен перевищувати 0,1 мм. .
Рухливі частини лещат повинні переміщуватись без заїдань, ривків і надійно фіксуватись у потрібному положенні. На рукоятці легцат і накладних планках не повинно бути забоїн і задирок. Отвір головки гвинта повинен мати з двох боків заокруглення - для запобігання защемленню руки працівника. Лещата повинні мати пристрій, що запобігає повному відгвинчуванню ходового гвинта з гайки. Верстаки повинні мати місцеве стаціонарне освітлення з лампами розжарювання напругою не вище 220 В. Лампи повинні мати пристосування, що дозволяє регулювати їх
261
 за висотою та довжиною, а також змінювати кут їх нахилу. Світильники повинні мати сітчасте огородження та відбивачі, щ0 не просвічуються і дозволяють спрямовувати світловий потік на оброблюваний матеріал.
за висотою та довжиною, а також змінювати кут їх нахилу. Світильники повинні мати сітчасте огородження та відбивачі, щ0 не просвічуються і дозволяють спрямовувати світловий потік на оброблюваний матеріал.
Робота на ножицях, пилках та пресах
Ножиці для різання листового металу повинні мати стіл та запобіжну лінійку, укріплену так, щоб місця розрізу залишались видимими для робітника. Маса противаг пружинних ножиць повинна бути достатньою, щоб перешкоджати довільному опусканню верхнього ножа.
Гільйотинні ножиці повинні бути оснащені запобіжними пристроями, що не допускають попадання пальців робітника під ніж. Експлуатація ножиць не допускається за наявності одного з дефектів: щербин, ум'ятин, тріщин у будь-якій частині ножа, затуплення різальної кромки, а також за наявності зазорів між різальними кромками ножів більше допустимої величини.
Неробоча частина диска круглопиляльного верстата повинна огороджуватися. Стрічкова пилка для розпилювання металу повинна бути закрита металевим кожухом по всій її довжині, за винятком відрізка в зоні різання. При обробці на стрічкових та дискових пилках дрібних предметів вони повинні бути обладнані пристроями, що подають і утримують предмет, який обробляється, та усувають можливість ушкодження пальців робітника. Забороняється працювати на дискових пилках з тріщинами, поламаними зуб'ями або пластинками, що випали. Забороняється прибирати ошурки з-під дискових і стрічкових пилок під час їх роботи. Чищення пилки і прибирання підлоги, що прилягає до неї, допускається тільки після її зупинки.
Преси повинні мати пристрої, які захищають робітника від пошкодження низхідним пуансоном. Утримання пускових пристроїв (пускових кнопок, педалей, важелів управління тощо) пресів, а також муфт включення і гальм має відповідати вимогам технічної документації і забезпечувати швидке та надійне вмикання і вимикання устаткування і виключати можливість випадкового або довільного вмикання його на робочий хід. Ножна педаль повинна бути огороджена кожухом, відкритим тільки з фронту обслуговування, що виключає можливість випадкового натискання на неї.
262
Штампи повинні бути закритого типу в усіх випадках, коли це можливо за умов обробки деталей, з тим, щоб між матрицею і пуансоном не могли попасти пальці або руки працюючого; в інших випадках небезпечні зони повинні мати огородження. Для зручного закладання заготовок у штамп пінцетом, кліщами слід робити на відповідних його деталях виїмки, пази, скоси.
Робота на пресах із застосуванням пінцетів, кліщів, гачків та інших допоміжних засобів, а також вручну без застосування допоміжного інструменту допускається тільки за наявності на них ефективних захисних пристроїв (дворучне включення, фотоелектронний захист тощо), висувних і відкидних матриць, які зблоковані з умикачем преса, або спеціальних пристроїв преса, що усувають можливість травмування рук працюючого.
При штампуванні деталей із поштучних заготовок з ручною подачею в штамп не допускається робота преса в автоматичному режимі. Штампи повинні надійно кріпитися на пресі. Не дозволяється працювати при несправному штампі, а також на тому, що має тріщини або збиті ударні поверхні. Укладення заготовок та видалення відштампованих деталей і відходів із штампувального простору допускається тільки при знаходженні повзуна у, верхньому вихідному положенні.
Видалення деталей і відходів, що застрягли у штампі, має здійснюватися тільки за допомогою відповідного інструменту при вимкненому пресі (категорично забороняється видалення деталей і відходів, що застрягли, руками).
Читайте також:
- Cистеми безпеки торговельних підприємств
- II. Вимоги безпеки перед початком роботи
- II. Вимоги безпеки під час проведення практичних занять у кабінеті (лабораторії) біології загальноосвітнього навчального закладу
- II. Вимоги безпеки праці перед початком роботи
- II. Вимоги до складання паспорта бюджетної програми
- II. Основні закономірності ходу і розгалуження судин великого і малого кіл кровообігу
- II. Основні засоби
- II.3. Основні способи і прийоми досягнення адекватності
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги безпеки під час виконання роботи
- III. Вимоги до учасників, складу груп і керівників туристських подорожей
| <== попередня сторінка | | | наступна сторінка ==> |
| Відомчий облік дорожньо-транспортних пригод 17 страница | | | Вимоги безпеки до різних видів інструментів 1 страница |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |