МАРК РЕГНЕРУС ДОСЛІДЖЕННЯ: Наскільки відрізняються діти, які виросли в одностатевих союзах
РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
РЕЗОЛЮЦІЯ: Громадського обговорення навчальної програми статевого виховання
ЧОМУ ФОНД ОЛЕНИ ПІНЧУК І МОЗ УКРАЇНИ ПРОПАГУЮТЬ "СЕКСУАЛЬНІ УРОКИ"
ЕКЗИСТЕНЦІЙНО-ПСИХОЛОГІЧНІ ОСНОВИ ПОРУШЕННЯ СТАТЕВОЇ ІДЕНТИЧНОСТІ ПІДЛІТКІВ
Батьківський, громадянський рух в Україні закликає МОН зупинити тотальну сексуалізацію дітей і підлітків
Відкрите звернення Міністру освіти й науки України - Гриневич Лілії Михайлівні
Представництво українського жіноцтва в ООН: низький рівень культури спілкування в соціальних мережах
Гендерна антидискримінаційна експертиза може зробити нас моральними рабами
ЛІВИЙ МАРКСИЗМ У НОВИХ ПІДРУЧНИКАХ ДЛЯ ШКОЛЯРІВ
ВІДКРИТА ЗАЯВА на підтримку позиції Ганни Турчинової та права кожної людини на свободу думки, світогляду та вираження поглядів
Контакти
- Гідрологія і Гідрометрія
- Господарське право
- Економіка будівництва
- Економіка природокористування
- Економічна теорія
- Земельне право
- Історія України
- Кримінально виконавче право
- Медична радіологія
- Методи аналізу
- Міжнародне приватне право
- Міжнародний маркетинг
- Основи екології
- Предмет Політологія
- Соціальне страхування
- Технічні засоби організації дорожнього руху
- Товарознавство продовольчих товарів
Тлумачний словник
Авто
Автоматизація
Архітектура
Астрономія
Аудит
Біологія
Будівництво
Бухгалтерія
Винахідництво
Виробництво
Військова справа
Генетика
Географія
Геологія
Господарство
Держава
Дім
Екологія
Економетрика
Економіка
Електроніка
Журналістика та ЗМІ
Зв'язок
Іноземні мови
Інформатика
Історія
Комп'ютери
Креслення
Кулінарія
Культура
Лексикологія
Література
Логіка
Маркетинг
Математика
Машинобудування
Медицина
Менеджмент
Метали і Зварювання
Механіка
Мистецтво
Музика
Населення
Освіта
Охорона безпеки життя
Охорона Праці
Педагогіка
Політика
Право
Програмування
Промисловість
Психологія
Радіо
Регилия
Соціологія
Спорт
Стандартизація
Технології
Торгівля
Туризм
Фізика
Фізіологія
Філософія
Фінанси
Хімія
Юриспунденкция
Перелік всіх команд ДІН.
Програмні команди ДІН 66025.
| G00 | рух у режимі прискореного ходу |
| G01 | лінійна інтерполяція в робочому ході |
| G02 | кругова інтерполяція за рухом годинниковою стрілкою |
| G03 | кругова інтерполяція проти руху годинникової стрілки |
| G04 | тривалість обробки |
| G09 | точна зупинка |
| G20 | переведення у дюйми |
| G21 | переведення у міліметри |
| G22 | виклик підпрограми |
| G23 | повторення частини програми |
| G24 | команда обов'язкового переходу |
| G25 | підведення до референтної точки |
| G26 | підведення до точки зміни інструмента |
| G28 | встановити задню бабку |
| G33 | нарізування різьби |
| G40 | скасування корекції радіуса ріжучої кромки |
| G41 | корекція радіуса ріжучої кромки ліворуч від контуру |
| G42 | корекція радіуса ріжучої кромки праворуч від контуру |
| G51 | опис заданого контуру |
| G53 | скасувати зміщення нульової точки в приростах |
| G54-G56 і G58 | встановити нульову точку абсолютно |
| G59 | зміщення нульової точки в приростах |
| G90 | включити дані розмірів від бази (абсолютна система відліку) |
| G91 | включити дані розмірів по ланцюжку (відносна система відліку) |
| G92 | обмеження числа обертів |
| G94 | подача в міліметрах за хвилину |
| G95 | подача в міліметрах за один оберт |
| G96 | постійна швидкість різання |
| G97 | відмінити постійну швидкість різання |
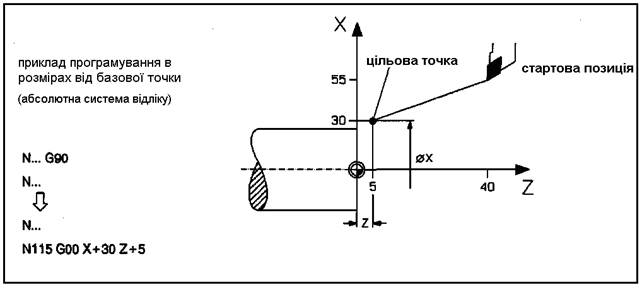
Рисунок G 00.1: програмування в розмірах від базової точки - інструмент переміщується до точки Х=30 Z=5
У цьому випадку програмується координата X щодо діаметра
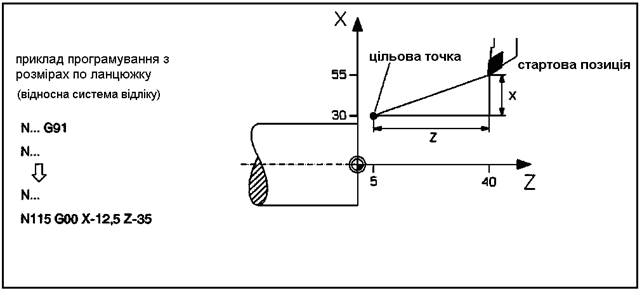
Рисунок G 00.2: програмування з розмірами по ланцюжку - інструмент переміщується в напрямку X на величину 12,5 й у напрямку Z - на величину -35. Для переміщення інструмента в позиції Х+30, Z+5 у попередньому кадрі він повинен перебувати в позиції Х+55, Z+40 (стартова позиція)
Читайте також:
- IV. ПЕРЕЛІК ПИТАНЬ ДО
- VI. Перелік питань для підсумкового контролю знань, умінь та навичок
- Адміністративно-командна система, її ознаки та механізм функціонування.
- Введення команд
- Вибрати команду Вставити рядки.
- Визначення переліку відходів, виходячи з матеріально – сировинного балансу
- Висування зведеної команди радіаційного та хімічного захисту об’єкта в осередок ураження
- Відділення не має права залишати позицію, яку займає, і відходити без наказу командира взводу.
- Віднімання переліків
- Відповідно до Наказу МОЗ та Держкомітету України по нагляду за охороною праці (95р.)Перелік робіт, де є потреба у професійному доборі
- Внутрішні команди MS-DOS
- Вплив на розвиток ринку праці в умовах адміністративно-командної економіки
| <== попередня сторінка | | | наступна сторінка ==> |
| Физические интерпретации производной | | | Координата X програмується відносно радіуса |
|
Не знайшли потрібну інформацію? Скористайтесь пошуком google: |
© studopedia.com.ua При використанні або копіюванні матеріалів пряме посилання на сайт обов'язкове. |